Soldering aluminum is a difficult process at home. The difficulty is due to the properties of the metal, which makes it difficult to connect the individual parts of aluminum with other substances. Soldering aluminum must be done in accordance with specially developed techniques to ensure the quality of the soldering. The experience of the craftsman who solders the aluminum parts is important.
Contents
Why aluminum is not good for soldering
Many people have tried soldering aluminum at home and well realized: solder does not want to adhere to the surface of the parts. This is due to the formation of a stable oxide film on the metal, which has low adhesion to the solder material. The methods for soldering aluminum at home come down to fighting the protective film.
In mineralogy, aluminum oxide is called corundum. It consists of transparent crystals that are gemstones. The coloring of corundum varies depending on the impurities: chromium is reddish, while sapphire is bluish. The oxide film is highly durable and cannot be soldered. It must be removed from the surface and then the parts can be soldered.

How to remove the oxide film
The film is removed from the surface of the metal in several ways, the most effective are chemical and mechanical. Both methods require an airless environment where there is no oxygen.
The chemical method is based on the deposition of zinc or copper on the surface of the workpiece by electrolysis. Copper sulfate in the form of a concentrated solution is applied to the area prepared for soldering. A minus terminal of a battery or other power source is attached to the clean area of the metal. One end of the copper wire is connected to the plus terminal and the other end is dipped into the solution on the aluminum surface. Electrolysis causes copper or zinc to deposit a thin layer on the aluminum and stick firmly to it. Now aluminum can be soldered with tin.
An oil film is used to remove the oxide. For this method, it is better to take synthetic or transformer oil with little water content. Other kinds of oil should be kept at +150 ... +200 ° C, the water will evaporate. At higher temperatures, the contents will begin to splash. The dehydrated oil should be applied to the surface of the aluminum part. Use emery paper to rub the aluminum underneath the applied layer to remove the oxide.
The emery cloth can be replaced by a scalpel, a serrated soldering iron tip or iron shavings, obtained from a nail that has been grinded with a file. The shavings are poured on the oil and rubbed over the surface with the tip of the soldering iron, stripping the oxide layer. It is desirable to heat the massive part with a hot air jet. The solder is dipped with the soldering iron into the oil droplet and rubbed over the soldering point. For a better soldering process, rosin or other flux is added.
For soldering aluminum wires created fluxes based on acetylsalicylic or orthophosphoric acid, salts of boric or sodium acid. Rosin is rarely used, it is ineffective in the case of aluminum. Fluxes are used when soldering wires, pots and other things.
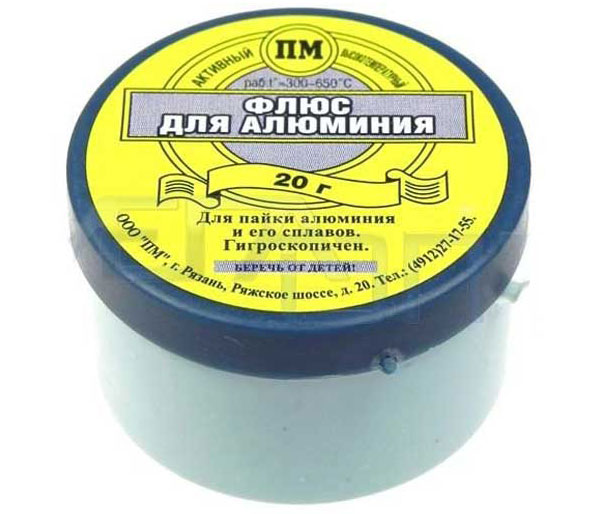
Fluxes for aluminum soldering
Fluxes are highly active, so after soldering they need to be washed off with a solution of water with alkali. The role of alkali performs well as baking soda. After caustic soda, rinse the joint with clean water. The respiratory organs should be protected from ingestion of flux vapors. They can irritate the mucous membranes and enter the blood. The most common ones need to be considered each individually.
Rosin
Rosin is the most popular of all fluxes. It is used in the joining of various metals. On aluminum it works only in the absence of air, so it is rarely used. It takes more time when working with rosin, the efficiency is less. This flux is not for professionals, can perform soldering, but the quality of the connection is not strong.
Powder flux
Aluminum is soldered with a gas torch using powder fluxes. It is not recommended to add oxygen to the flame, it reduces the effectiveness of the flux. The most common fluxes are:
- F-34A;
- borax;
- Acetylsalicylic acid;
- solder grease.
F-34A is an active flux containing 50% potassium chloride, 32% lithium chloride, 10% sodium fluoride and 8% zinc chloride. The composition is used with solders containing chemical additives. It is hygroscopic and soluble in water.
Borax is a powder melting at 700 °С, water-soluble, washed down with aqueous solution of citric acid. It is distinguished by its low cost.
Acetylsalicylic acid is found in the form of aspirin tablets. When heated with a soldering iron, harmful fumes are released, burning the nose, eyes and respiratory organs.
Solder oil consists of paraffin, ammonium and zinc chloride, and deionized water. It is good for soldering preheated parts that have been tinned. After soldering aluminium parts it is recommended to wash off the flux otherwise it will corrode the metal.
Liquid flux
Liquid flux is applied to the soldering point in a thin layer. When working with a soldering iron it evaporates quickly releasing burning vapors. Flux F-64 contains fluorides, tetraethylammonium, corrosion inhibitors and dionized water. It breaks the oxide film well and helps to braze large-size aluminum workpieces. It is used when soldering copper, aluminum, galvanized iron and other metals.
F-61 consists of triethanolamine, ammonium fluoroborate and zinc fluoroborate. Used in tinning and brazing of aluminum alloys at temperatures up to 250°C. Castolin Alutin 51 L consists of cadmium, lead and 32% tin. Works most effectively at temperatures above 160°C.
Any of the above fluxes helps to solder aluminum pot, aluminum billets of different sizes, connect by soldering duralumin, duralumin (dural) billets.
Solder for aluminum soldering
Solder for aluminum is based on zinc or aluminum. Traceable additives are added to achieve different characteristics: to lower the melting point, to increase the strength. They are produced in America, Germany, France and Russia. Let's look at some of them.
A common and widely advertised solder for aluminum is HTS 2000. It is made by a company from the United States. Practice shows its fragility: soldered parts let air and moisture in. It cannot be used without flux.
Castolin 192FBK based on zinc (97%) and aluminum (2%) is produced in France. Castolin produces 1827 and AluFlam-190 solder for brazing copper and aluminum at 280°C.

Castolin 192FBK is a tubular solder with flux in the core. It is produced in rods, 100 g of which costs 100-150 rubles. It is good for soldering small holes and cracks.
Chemet Aluminium 13 - solder used for welding parts at 640 ° C and above. It is based on aluminium (87%) and silicon (13%). The melting point of the solder is about 600°C. It is available in the form of rods, which are 25 pieces per 100 g. The cost of 100 g is 500 rubles. The variety called Chemet Aluminium 13-UF has a hollow structure and contains flux in the core. Its price for 12 rods, which weigh 100 g, is 700 rubles.
Aluminum solder is also produced by domestic enterprises. Grade 34A is used for soldering with a gas burner. It melts at 525 ° C and solders well alloys AMz, AM3M, AMg2. 100 g cost 700 roubles.
Grade A consists of 60% zinc, 36% tin and 2% copper. It melts at 425 ° C. It is produced in rods with the weight 145 g. The price for a single rod is 400 rubles.
SUPER A+ is produced in Novosibirsk. It is an analogue of HTS-2000. It is used together with SUPER FA flux. It costs 800 rubles per 100 g. It becomes viscous in the molten state and it is necessary to use steel tools for flattening it.
Flux cored wire
Flux cored wire is used for welding of aluminum parts, it is not suitable for soldering. Welding aluminum with a gas torch with flux cored wire is not carried out. It is better to weld parts with an electric apparatus.
What soldering iron is suitable
With what to solder, what tool is needed for this - it all depends on the soldering area. Aluminum and copper conduct heat well, so you need a powerful soldering iron. For a 1000 cm² part you need 50-60 watts of soldering iron power. Often two or more parts are soldered, in which case the power is increased to 100W. When heating the joint, a smaller soldering iron is suitable. The tip is chosen wide, on it you can make serrations to remove the aluminum oxide film.
It is required to consider how to solder aluminum with a soldering iron. This is done well heated tool after removing the oxide film and tinning, to tinned (tinned can be with special solders) area well adheres to the solder and any soldering iron is good
Burners for soldering aluminum
You need to know how to solder with a gas torch. If the area of parts is large and the power of the soldering iron is not enough, use a torch. It is better to use a gas torch, because. Soldering aluminum with a gas torch has great capabilities. The torch quickly heats the joint to almost the melting point of the aluminum. The flux and solder are applied to the joint, flattened with the soldering iron tip, and hardened. Be sure to rinse any solder acid or other flux residue from the joint.
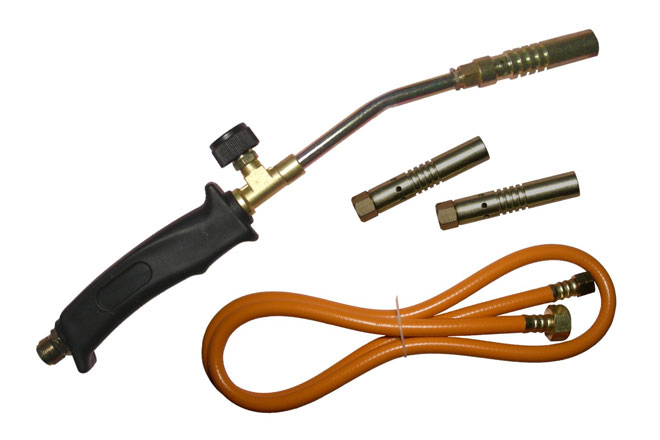
Fire safety rules must be observed when working with torches. There should not be any flammable liquids and materials nearby.
What is better - welding or soldering
The answers to this question may be different. The use of one or another method depends on the use of parts after their connection. Automotive radiator is better to solder. This method is cheap and reliable. Milk flasks and other food storage containers are better welded. The welded joint is more durable, especially for larger sizes. It is often necessary to weld parts made of aluminum alloys. Welding silumin is practically the only way to connect, not counting the use of glue.
You can make good money on welding and soldering if you want to. Questions about how to solder aluminum tubes in the refrigerator or repair the frame of a bicycle arise often. In the workshops the work is expensive: soldering tubes - 1000 rubles or more. When connecting electrical wires soldering method charge 15 rubles for each. Repair of bicycle frame of aluminum alloys using solder costs 500 rubles. Repair of a pot will cost 100 rubles. Add to these sums the cost of time and money to deliver the items to the workshop and back.
To save this money, you need to learn how to solder yourself. To do this you need to buy a gas burner in the form of a can for 700-1000 rubles and solder. You can learn how to treat surfaces and stitching on an old car radiator.
Related articles: