A soldadura do alumínio é um processo difícil em casa. A dificuldade pode ser explicada pelas propriedades do metal, o que torna difícil a união de partes individuais de alumínio com outras substâncias. O alumínio deve ser unido de acordo com técnicas especialmente desenvolvidas para assegurar a qualidade da soldadura. A experiência do artesão que soldou as peças de alumínio é importante.
Conteúdos
Porque é que soldar alumínio não é bom
Muitas pessoas tentaram soldar o alumínio em casa e perceberam que a solda não se cola à superfície da peça. Isto deve-se à formação de uma película de óxido estável sobre o metal que tem baixa aderência ao material de solda. Os métodos para soldar o alumínio em casa resumem-se a combater a película protectora.
Na mineralogia, o óxido de alumínio é chamado coríndon. É constituída por cristais transparentes que são pedras preciosas. A coloração do corindo varia em função das impurezas: o crómio tem uma coloração avermelhada e a safira tem uma coloração azulada. A película de óxido é altamente resistente e não pode ser soldada. Deve ser removido da superfície antes de as peças poderem ser soldadas.

Como remover a camada de óxido
A película de óxido pode ser removida por vários métodos, sendo o mais eficaz a remoção química e mecânica. Ambos os métodos requerem um ambiente sem ar e sem oxigénio para funcionar.
O método químico é baseado na deposição de zinco ou cobre na superfície da peça por electrólise. O sulfato de cobre sob a forma de solução concentrada é aplicado na área preparada para a soldadura. Um terminal menos de uma bateria ou outra fonte de energia está ligado à área limpa do metal. Uma extremidade do fio de cobre é ligada ao terminal plus e a outra extremidade é mergulhada na solução na superfície de alumínio. A electrólise faz com que o cobre ou o zinco deposite uma camada fina sobre o alumínio e se agarre firmemente a ele. Agora é possível brasar o alumínio com estanho.
Uma película de óleo é utilizada para remover o óxido. Para este método é melhor utilizar óleo sintético ou de transformador com baixo teor de água. Outros tipos de óleo devem ser mantidos a uma temperatura de +150 ... +200°C, a água evaporará. A temperaturas mais elevadas, o conteúdo começará a salpicar. O óleo desaguado é aplicado na superfície da parte de alumínio. Utilizar um pano de esmeril para esfregar o alumínio por baixo da camada aplicada para remover o óxido.
O pano de esmeril pode ser substituído por um bisturi, uma ponta de ferro de soldar serrilhado ou aparas de ferro obtidas a partir de um prego que tenha sido moído com uma lima. As aparas são vertidas sobre óleo e esfregadas com a ponta do ferro de soldar, retirando a camada de óxido. A parte maciça deve de preferência ser aquecida com um jacto de ar quente. A solda é mergulhada na gota de óleo e esfregada sobre o ponto de soldadura com o ferro de soldar. Adiciona-se colofónia ou outro fluxo para melhorar o processo de soldadura.
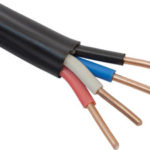
Para a soldadura de fios de alumínio, foram criados fluxos à base de ácido acetilsalicílico ou ortofosfórico, sais bóricos ou de sódio. A colofónia é raramente utilizada, não é muito eficaz no caso do alumínio. Os fluxos são utilizados ao soldar arames, vasos e outras coisas.
Fluxos para brasagem de alumínio
Os fluxos têm uma actividade elevada, pelo que, após a soldadura, precisam de ser lavados com uma solução de água com álcali. O bicarbonato de sódio funciona muito bem como um cáustico. Após a soda cáustica, a junta deve ser lavada com água limpa. O tracto respiratório deve ser protegido contra a ingestão de vapores de fluxo. Podem irritar as membranas mucosas e entrar na corrente sanguínea. Os mais comuns precisam de ser considerados individualmente.
colofónia
O colofónia é o mais comum de todos os fluxos. É utilizado na união de diferentes metais. No alumínio só funciona quando não há ar, por isso raramente é utilizado. O tempo necessário para trabalhar com colofónia é maior, a eficiência é menor. Este fluxo não é para profissionais, pode soldar, mas a qualidade da junta não é forte.
Fluxo de pó
O alumínio é soldado com uma tocha de gás utilizando fluxo de pó. A adição de oxigénio à chama não é recomendada uma vez que reduz a eficácia do fluxo. Os fluxos mais comuns são:
- F-34A;
- bórax;
- ácido acetilsalicílico;
- gordura de solda.
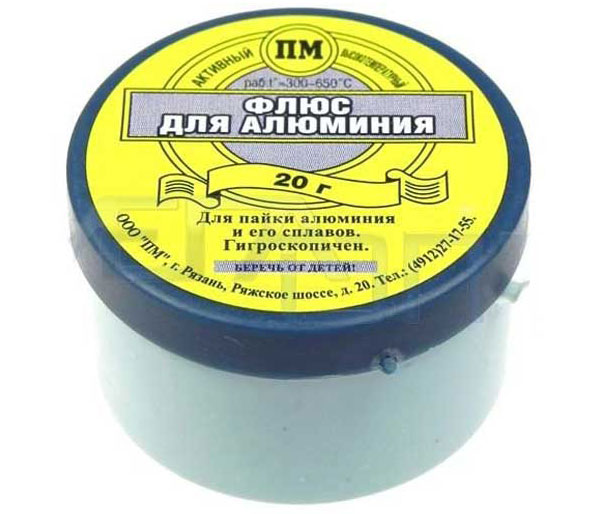
F-34A é um fluxo activo contendo 50% de cloreto de potássio, 32% de cloreto de lítio, 10% de fluoreto de sódio e 8% de cloreto de zinco. Pode ser utilizado com fluxos de solda contendo aditivos químicos. É higroscópico e solúvel em água.
O bórax é um pó que derrete a 700°C, solúvel em água e que se lava com ácido cítrico aquoso. O seu custo é baixo.
O ácido acetilsalicílico é encontrado sob a forma de comprimidos de aspirina. Quando aquecido com um maçarico, liberta fumos nocivos que queimam o nariz, os olhos e os órgãos respiratórios.
O óleo de solda consiste em parafina, amónio e cloreto de zinco e água desionizada. Funciona bem em peças pré-aquecidas e enlatadas. Após a soldadura das peças de alumínio é aconselhável lavar o fluxo residual, caso contrário corroerá o metal.
Fluxo líquido
O fluxo líquido é aplicado no ponto de soldadura numa camada fina. Evapora-se rapidamente produzindo vapores ardentes com o ferro de soldar. O flúor F-64 contém fluoretos, tetraetilamónio, inibidores de corrosão e água dionizada. Parte bem a película de óxido e ajuda a brasar peças de trabalho de alumínio de grandes dimensões. É utilizado na soldadura de cobre, alumínio, ferro galvanizado e outros metais.
F-61 consiste em trietanolamina, fluoroborato de amónio e fluoroborato de zinco. Utilizado para estanhagem e brasagem de ligas de alumínio a temperaturas até 250°C. Castolin Alutin 51 L é constituído por cádmio, chumbo e 32% de estanho. Funciona mais eficazmente a temperaturas superiores a 160°C.
Qualquer dos fluxos listados ajuda a brasar panelas de alumínio, biletes de alumínio de vários tamanhos, a unir duralumínio, biletes de duralumínio (duralumínio) por soldadura.
Solda de soldadura para alumínio
A liga de brasagem para alumínio é à base de zinco ou alumínio. Os aditivos rastreáveis são adicionados para alcançar características diferentes, por exemplo, menor ponto de fusão ou maior resistência. São produzidos na América, Alemanha, França e Rússia. Vejamos algumas delas.
Uma solda comum e amplamente publicitada para o alumínio é o HTS 2000. É produzido por uma empresa nos EUA. A prática tem demonstrado que é instável: as peças soldadas libertam ar e humidade. Não pode ser utilizado sem fluxo.
Castolin 192FBK é baseado em zinco (97%) e alumínio (2%) e é produzido em França. A Castolin produz solda 1827 e AluFlam-190 para brasagem de cobre e alumínio a 280°C.

Castolin 192FBK é uma soldadura tubular com um núcleo de fluxo. É produzido em varas, 100 g dos quais custam 100-150 rublos. Fácil de soldar pequenos furos e fissuras.
O Chemet Aluminium 13 é um material de brasagem para soldar peças a 640°C e acima. Baseia-se no alumínio (87%) e silício (13%). O seu ponto de fusão é de cerca de 600°C. É produzido sob a forma de varas, que são 25 peças por 100 g. Custa 100 g de solda a um preço de 500 rublos. A variante chamada Chemet Aluminium 13-UF tem uma estrutura oca e contém fluxo no núcleo. O preço para 12 varas, que pesam 100 g, é de 700 rublos.
A solda de alumínio é também produzida por empresas nacionais. O grau 34A é utilizado para soldar com uma tocha de gás. Derrete a 525°C e solda bem as ligas AMz, AM3M, AMg2. 100 g custa 700 rublos.
O grau A consiste em 60% de zinco, 36% de estanho e 2% de cobre. Derrete a 425 °С. É produzido em varas de 145 g. O custo de uma vara é de 400 rbl.
O SUPER A+ é produzido em Novosibirsk. É um análogo do HTS-2000. É utilizado em conjunto com o SUPER FA flux. Custa 800ruble por 100g. Torna-se viscoso quando derretido e precisa de utilizar ferramentas de aço para aplanar.
Arame com fio fluxado
O arame com fio fluxado é adequado para soldar alumínio mas não para brasagem. Não é possível soldar alumínio com uma tocha a gás e arame fluxado. É melhor soldar com um soldador eléctrico.
Que ferro de soldar é adequado?
Que ferro de soldar e que ferramenta são necessárias para soldar - tudo depende da área de soldadura. O alumínio e o cobre conduzem bem o calor, pelo que é necessário um ferro de soldar potente. Para uma peça de 1000 cm² necessita de 50-60 watts de potência de ferro de soldar. Muitas vezes são soldadas duas ou mais partes, e nesse caso a potência é aumentada para 100W. Um ferro de soldar mais pequeno é adequado para aquecer a junta. A ponta é larga e serrilhada de modo a que a película de óxido de alumínio possa ser removida.
Considerar como soldar alumínio com um ferro de soldar. Isto é feito com uma ferramenta bem aquecida após a película de óxido ter sido removida e estanhada. A área estanhada é boa para soldar e qualquer ferro de soldar é adequado para áreas estanhadas (isto pode ser feito com materiais de soldadura especiais).
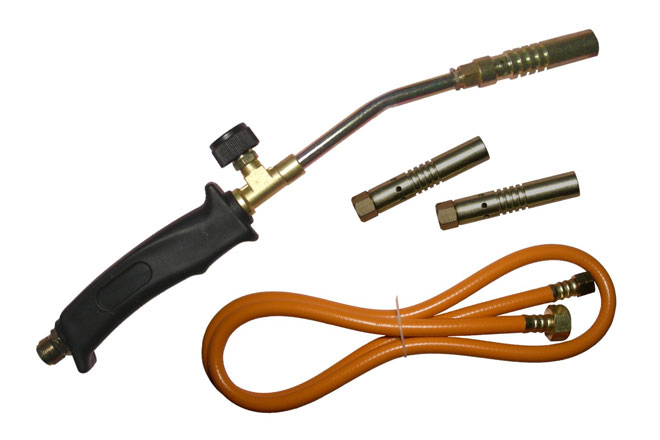
Queimadores para soldadura de alumínio
É importante saber como soldar com uma tocha de gás. Se as peças forem grandes e o ferro de soldar não for suficientemente potente, pode ser usada uma tocha de sopro. É melhor usar uma tocha de gás porque A soldadura do alumínio com uma tocha de gás tem um grande potencial. A tocha aquece a junta rapidamente até quase ao ponto de fusão do alumínio. O fluxo e a solda são aplicados na junta, achatados com a ponta do ferro de soldar e endurecidos. A junta deve ser sempre enxaguada sem ácido de solda ou outros resíduos de fluxo.
Observar as normas de segurança contra incêndios quando se trabalha com tochas. Nenhum líquido ou material inflamável pode estar presente nas proximidades.
O que é melhor - soldadura ou brasagem
Há diferentes respostas a esta pergunta. A utilização de um ou outro método depende da utilização das peças após a sua junção. É melhor soldar o radiador do carro. Este método é barato e fiável. Os frascos de leite e outros recipientes de armazenamento de alimentos são melhor soldados. Uma junta soldada é mais durável, especialmente para tamanhos maiores. As peças feitas de ligas de alumínio têm frequentemente de ser soldadas. A soldadura de silumina é praticamente a única forma de união, para além de utilizar cola.
A soldadura e o brasagem podem fazer bom dinheiro se o desejar. Perguntas sobre como soldar tubos de alumínio no frigorífico ou reparar o quadro de uma bicicleta surgem frequentemente. A soldadura custa muito dinheiro na oficina: Soldadura de tubos a 1000 RUB ou mais. Se soldar os fios, a carga é de 15 rublos por fio. A reparação de um quadro de bicicleta feito de ligas de alumínio por soldadura custa 500 rublos. A reparação de uma frigideira custará 100 rublos. Acrescentar a isso o custo de envio dos artigos de e para a loja.
Para poupar este dinheiro, deve aprender a soldar-se a si próprio. Para tal, é necessário comprar um queimador de gás sob a forma de lata para 700-1000 rublos e solda. Pode aprender a trabalhar as superfícies e soldar num radiador de um carro velho.
Artigos relacionados: