पिन-टाइप लग इन्सुलेटेड किंवा एनएसएचव्हीआय शेलच्या स्वरूपात बनविले जाते, इलेक्ट्रोलाइटिक गुणधर्मांसह विशेष तांबे आणि प्लास्टिकची अंगठी बनविली जाते. ते केबल्सच्या टोकांवर विशिष्ट कनेक्शन करण्यासाठी वापरले जातात. स्क्रू फास्टनर्स वापरताना तारांचे विकृतीकरण आणि नुकसान टाळून अशाप्रकारे प्राप्त झालेले टर्मिनल दर्जेदार आणि दीर्घकाळ टिकणाऱ्या संपर्काची हमी देतात.

ते 35 मिमी² पर्यंत अडकलेल्या तांबे कंडक्टरसाठी वापरले जातात. चालकता निर्देशांक सुधारण्यासाठी स्लीव्हज गॅल्व्हॅनिक पद्धतीने टिन केलेले. अशा उत्पादनांच्या वापरामुळे विद्युत जोडणी तयार करणे आणि सेवेसाठी शक्ती आणि वेळ वाचवणे शक्य होईल.

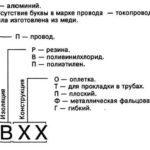
पदनाम
स्लीव्ह लग्स मल्टी-वायर संपर्कांना एका घन कंडक्टरमध्ये एकत्रित करण्याची परवानगी देतात. अन्यथा, मोठ्या संख्येने वायर असलेली वायर विश्वसनीयरित्या निश्चित केली जाऊ शकत नाही. वायर क्रश होईल, तुटला जाईल, रेट केलेले वायर क्रॉस-सेक्शन कमी करेल आणि चालकता खराब होईल. टर्मिनलमध्ये अशा बंडलला चिकटवताच, स्ट्रँड संपूर्ण कनेक्टरमध्ये विखुरले जातील आणि कनेक्शनची बँडविड्थ गमावतील.
एनसीडब्ल्यूआरच्या आगमनापूर्वी, हे टोकांना टिनिंग करून पूर्ण केले जात असे. यामुळे सर्व तारा एका घन बंडलमध्ये जोडल्या गेल्या. पण ही पद्धत कष्टाची आणि वेळखाऊ होती.
रबरी नळीच्या क्लॅम्पचा वापर वायर क्रिमिंग करताना गुणवत्ता कनेक्शन सुनिश्चित करेल.कम्प्रेशन लग संपूर्ण कंडक्टरवर समान रीतीने भार वितरीत करते. वेगवेगळ्या व्यासांचे तांबे स्लीव्ह आहेत, ज्यात संबंधित रंग चिन्हे आहेत. विशेष साधनासह क्रिमिंग करणे कठीण नाही.
चिन्हांकित करणे
अनेक भिन्न NSHWI उपलब्ध आहेत, जे बांधकाम आणि मिश्र धातुंमध्ये भिन्न आहेत. इष्टतम उत्पादन निवडण्यात मदत करण्यासाठी मार्किंग म्हणतात.
NSHVI चा संक्षेप म्हणजे तो इन्सुलेटेड पिन लग आहे. वापराच्या सोप्यासाठी, तांब्याच्या बाहीवरील प्लास्टिकच्या फ्लॅंज वेगवेगळ्या रंगात बनविल्या जातात. प्रत्येक रंग भिन्न बुशिंग व्यासाशी संबंधित आहे.
मार्किंगमधील संख्या आवश्यक क्रॉस-सेक्शन आणि बुशिंगची लांबी दर्शवतात. दोन तांबे कंडक्टर माउंट करणे शक्य असल्यास, संख्या (2) ठेवली जाते.
तर मार्किंग NSHVI (2) 1,5 x8 म्हणजे स्लीव्ह 1.5 मिमी ² च्या क्रॉस सेक्शनसह दोन केबल्ससाठी टिनच्या, तांब्याच्या नळ्यापासून बनविलेले आहे. संपर्क भागाची लांबी 8 मिमी आहे.
SSHWI पिन फिंगर लग कसा बनवला जातो
पिन लग SSHVI दोन घटकांपासून एकत्र केले आहे:
- टिनबंद, इलेक्ट्रोलाइटिक कॉपर मिश्रधातूपासून बनवलेली एक प्रवाहकीय ट्यूब.
- इन्सुलेटिंग पॉलिमाइड फ्लॅंज.
अशा उत्पादनांसाठी, एक विशेष तांबे मिश्र धातु वापरला जातो. ते स्क्रू फास्टनिंगद्वारे फिक्सेशनच्या ठिकाणी कंडक्टरला नुकसान होण्याची शक्यता काढून टाकते. NSHVI 150 mm² पर्यंतच्या क्रॉस-सेक्शनसह तयार केले जातात. वापरलेली सामग्री गॅल्व्हॅनिक टिनिंगच्या अधीन आहे. वायर सहज टाकण्यासाठी ट्यूबचे एक टोक भडकले आहे.
NCSWI ची निवड विशेष तक्त्यांच्या आधारे केली जाते. ते कॉलरचा रंग आणि दाबण्यासाठी आवश्यक साधन देखील सूचित करतात.
एक आणि दोन संपर्क दाबण्यासाठी स्लीव्हज उपलब्ध आहेत. दुहेरी डिझाइनचा वापर करून एका बंडलमध्ये दोन अडकलेल्या तारा कुरकुरीत केल्या जाऊ शकतात. जेव्हा तुम्हाला एका सॉकेटमध्ये दोन वायर्स हवे असतील तेव्हा ते वापरले जातात.
व्हिज्युअल फरक असा आहे की प्लॅस्टिक फ्लॅंज दोन तारांसाठी विस्तीर्ण आहे.
NSHWI स्लीव्ह लग कसे दाबायचे
क्रिम्ड लग हे काढता येण्याजोगे कनेक्शन नसते. दाबणे अयशस्वी झाल्यास किंवा लग बदलणे आवश्यक असल्यास, ते कापले जाणे आवश्यक आहे. स्लीव्ह कॉम्प्रेस करण्यासाठी विशेष प्रेस जॉज वापरतात. ते स्लीव्हच्या वेगवेगळ्या क्रॉस सेक्शनसाठी नोजलसह येतात.
स्लीव्ह टिप्स क्रिमिंग करण्यासाठी प्रेस जॉजच्या विविध आवृत्त्या आहेत, ज्यामध्ये मॉडेल एक किंवा अधिक कार्ये करू शकतात. ते खालीलप्रमाणे बांधकामाच्या प्रकारानुसार विभागलेले आहेत:
- युनिव्हर्सल प्रेस जबडा - काम करण्यासाठी सर्वात सामान्य आणि सोयीस्कर. ते स्ट्रिपिंग वायर्स आणि क्रिमिंग स्लीव्हजसाठी वापरले जातात. हे पक्कड NSHVI ला घासण्याव्यतिरिक्त इतर प्रकारच्या लग्ससह काम करण्यासाठी वापरले जाऊ शकते.
- दाब नियंत्रण यंत्राने जबडा दाबा. या पक्कडांमध्ये एक विशेष उपकरण आहे जे वायरवर क्रिमिंगची डिग्री नियंत्रित करते आणि स्लीव्हचे नुकसान टाळते.
- फिरवण्याच्या यंत्रणेसह जबडे दाबा. हे डिझाइन मॅन्युअल क्रिमिंग प्रक्रिया सुलभ करण्यासाठी अधिक कॉम्प्रेशन फोर्ससाठी परवानगी देते.
- रॅचेट यंत्रणा सह Pincers. अशा पिंसर्सचे रचनात्मक वैशिष्ट्य म्हणजे साधनाचे अनैच्छिक अनक्लेम्पिंग आणि स्लीव्हचे नुकसान वगळण्यात आले आहे.
दाबण्यापूर्वी अनेक तयारीचे उपाय केले पाहिजेत:
- टयूबिंगची किती लांबी आवश्यक आहे हे निर्धारित करून, वायरच्या पृष्ठभागावरून इन्सुलेशन कापले जाते. साफ केलेल्या केबलची लांबी बुशिंगच्या लांबीशी जुळली पाहिजे. हे करण्यासाठी, सार्वत्रिक प्रेस जबडा, एक धारदार चाकू किंवा एक विशेष उपकरण वापरा - एक स्ट्रिपर.
- बाही आतून भडकलेली आहे. त्यामुळे वायर टाकणे सोपे जाते. परंतु स्वतंत्र वायर्स वाकणे टाळण्यासाठी, कोर थोडा पूर्व-पिळलेला आहे.
- बुशिंगचा व्यास केबलच्या क्रॉस-सेक्शननुसार निवडला जातो. पिळणे मुक्तपणे आत जावे, परंतु ते लटकू नये.
- प्रेस जबडा तयार करताना डाईजवरील रंगाच्या खुणांकडे लक्ष देणे योग्य आहे. हे लग्सवरील रंगांशी सुसंगत आहे.इन्स्टॉलेशन प्रक्रिया सुलभ करण्यासाठी उत्पादक डाय आणि स्लीव्हजमधील व्यासांचे रंग कोडिंग जुळवण्याचा प्रयत्न करतात.
Crimping तेव्हा lugs केबल एक लहान फरकाने घेणे आवश्यक आहे. जर काही कारणास्तव क्रिंप काम करत नसेल, तर लग कापला जातो आणि प्रक्रिया पुन्हा केली जाते.

दर्जेदार क्रिमिंगसाठी अटी आहेत:
- स्लीव्ह लगच्या प्लॅस्टिक इन्सुलेटिंग कॉलरवर वायरचा काढलेला टोक स्लीव्हमधून बाहेर जाऊ नये. शेवट स्लीव्हच्या काठासह फ्लश असावा.
- स्लीव्ह आणि डायवरील रंग जुळत असल्याची खात्री केल्यानंतर, रॅचेट ट्रिगर होईपर्यंत पक्कड हँडल पिळून घ्या. हे साधन विस्तारित होऊ न देता लॉक केले पाहिजे. एकदा तपासल्यानंतर, रॅचेट सोडले जाते.
- रॅचेटशिवाय पक्कड वापरताना, तारांच्या हलक्या हालचालीद्वारे कॉम्प्रेशनची डिग्री नियंत्रित केली जाते. तारा घट्ट असाव्यात आणि हलू नयेत.
- पूर्ण झाल्यावर, वायर सुरक्षितपणे संपर्कात असल्याची खात्री करण्यासाठी वायर धरून त्यावर खेचणे चांगले.
दोन-सर्किट क्रिमिंगसह डिव्हाइसेस आहेत. ते वेगळे आहेत की ते केवळ तांबे स्लीव्हच नव्हे तर प्लास्टिकचे इन्सुलेटर देखील पिळून काढतात. अशा पक्कडांच्या मॅट्रिक्समध्ये वेगवेगळ्या व्यासांच्या दोन सॉकेट्स असतात. क्रिमिंग करण्यापूर्वी, व्यास जुळत असल्याची आणि स्लीव्ह आणि फ्लॅंज जागेवर असल्याची खात्री करा.

दुहेरी इन्सुलेटेड लग क्रिमिंगमध्ये काही फरक आहेत. जेव्हा एका टर्मिनलमध्ये अनेक कंडक्टर क्रिम करणे आवश्यक असते तेव्हा ते वापरले जाते. या प्रकरणात, सिंगल लग्सचा वापर कनेक्शनमध्ये अडचणी निर्माण करतो. म्हणूनच डबल लग्स वापरले जातात.
प्रक्रियेमध्ये अनेक पूर्व-तयार तारा एका रुंद फ्लॅंजमध्ये घालणे आणि त्यांना क्रिमरने क्रिम करणे समाविष्ट आहे. हे डिव्हाइस सिंगल लग्स क्रिमिंगसाठी देखील योग्य आहे.
क्रिम्पर स्लीव्ह लग्स क्रिमिंगसाठी आहे आणि ते स्व-समायोजित आणि अदलाबदल करण्यायोग्य डाय मॉडेलमध्ये येते. सेल्फ-अॅडजस्टिंग युनिटमध्ये चार जंगम कॅम असतात जे स्लीव्ह कॉम्प्रेस करतात. या डिझाइनला अदलाबदल करण्यायोग्य स्लीव्हजची आवश्यकता नाही.मॅचिंग स्लीव्हजचा व्यास टूलवरच निर्दिष्ट केला आहे.

जर अनेक वायर्स एकत्र कराव्या लागतील, परंतु दुहेरी स्लीव्ह उपलब्ध नसेल, तर मोठ्या क्रॉस-सेक्शन असलेले लग्स वापरले जातात जेणेकरून दोन वायर आत बसू शकतील.
स्लीव्ह लग्सचा आकार आणि वायर क्रॉस-सेक्शन निर्मात्याद्वारे निर्दिष्ट केले जातात. त्यांचे तंतोतंत निरीक्षण करणे आवश्यक आहे. हे केबलचे नुकसान टाळेल, पुन्हा दाबण्याची गरज दूर करेल आणि संपूर्ण सेवा आयुष्यासाठी त्रास-मुक्त ऑपरेशनची हमी देईल. विशेष साधने पूर्ण केलेल्या कामाची विश्वासार्हता सुनिश्चित करतील, स्थापना प्रक्रिया सुलभ करतील.
संबंधित लेख: