પિન-ટાઇપ લગ ઇન્સ્યુલેટેડ અથવા NSHVI શેલના રૂપમાં બનાવવામાં આવે છે, જે ઇલેક્ટ્રોલિટીક ગુણધર્મો અને પ્લાસ્ટિકની રીંગ સાથે ખાસ કોપરથી બનેલું છે. તેનો ઉપયોગ કેબલના છેડે લાક્ષણિક જોડાણો કરવા માટે થાય છે. આ રીતે મેળવેલા ટર્મિનલ્સ સ્ક્રુ ફાસ્ટનર્સનો ઉપયોગ કરતી વખતે વાયરને વિરૂપતા અને નુકસાનને ટાળીને ગુણવત્તાયુક્ત અને લાંબા સમય સુધી ચાલતા સંપર્કની ખાતરી આપે છે.

તેનો ઉપયોગ 35 mm² સુધીના સ્ટ્રેન્ડેડ કોપર કંડક્ટર માટે થાય છે. ગેલ્વેનિક પદ્ધતિ દ્વારા ટીન કરેલ વાહકતા ઇન્ડેક્સ સ્લીવ્ઝ સુધારવા માટે. આવા ઉત્પાદનોનો ઉપયોગ ઇલેક્ટ્રિક કનેક્શન બનાવવા અને સેવામાં દળો અને સમય બચાવવા માટે પરવાનગી આપશે.

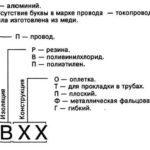
હોદ્દો
સ્લીવ લગ્સ મલ્ટિ-વાયર સંપર્કોને એક નક્કર વાહકમાં એસેમ્બલ કરવાની મંજૂરી આપે છે. નહિંતર, મોટી સંખ્યામાં વાયર સાથેના વાયરને વિશ્વસનીય રીતે ઠીક કરી શકાતા નથી. વાયરને કચડી નાખવામાં આવશે, તૂટી જશે, રેટેડ વાયર ક્રોસ-સેક્શનને ઘટાડશે અને વાહકતા વધુ ખરાબ થશે. જલદી આવા બંડલને ટર્મિનલમાં ક્લેમ્પ કરવામાં આવે છે, કનેક્શનની બેન્ડવિડ્થ ગુમાવીને, સેર સમગ્ર કનેક્ટરમાં વિખરાઈ જશે.
NCWR ના આગમન પહેલા, આ છેડાને ટીનિંગ દ્વારા પરિપૂર્ણ કરવામાં આવતું હતું. આનાથી તમામ વાયરને એક નક્કર બંડલમાં જોડવાની મંજૂરી મળી. પરંતુ આ પદ્ધતિ શ્રમ અને સમય માંગી લેતી હતી.
નળી ક્લેમ્પનો ઉપયોગ વાયરને ક્રિમ કરતી વખતે ગુણવત્તાયુક્ત જોડાણની ખાતરી કરશે.કમ્પ્રેશન લગ સમગ્ર કંડક્ટર પર સમાનરૂપે લોડનું વિતરણ કરે છે. અનુરૂપ રંગ ચિહ્નો સાથે, વિવિધ વ્યાસની કોપર સ્લીવ્સ છે. ખાસ સાધન સાથે ક્રિમિંગ કરવું મુશ્કેલ નથી.
માર્કિંગ
ઘણાં વિવિધ NSHWIs ઉપલબ્ધ છે, જે બાંધકામ અને એલોયમાં ભિન્ન છે. શ્રેષ્ઠ ઉત્પાદનની પસંદગીમાં મદદ કરવા માટે માર્કિંગ કહેવામાં આવે છે.
સંક્ષેપ NSHVI નો અર્થ છે કે તે ઇન્સ્યુલેટેડ પિન લગ છે. ઉપયોગમાં સરળતા માટે, કોપર સ્લીવ્સ પર પ્લાસ્ટિક ફ્લેંજ્સ વિવિધ રંગોમાં બનાવવામાં આવે છે. દરેક રંગ અલગ બુશિંગ વ્યાસને અનુરૂપ છે.
માર્કિંગમાંની સંખ્યાઓ જરૂરી ક્રોસ-સેક્શન અને બુશિંગની લંબાઈ દર્શાવે છે. જો બે કોપર કંડક્ટરને માઉન્ટ કરવાનું શક્ય હોય, તો નંબર (2) મૂકવામાં આવે છે.
તેથી NSHVI (2) 1,5 x8 ચિહ્નિત કરવાનો અર્થ એ છે કે સ્લીવ 1.5 mm ² ના ક્રોસ સેક્શનવાળા બે કેબલ માટે ટીનવાળી, કોપર ટ્યુબથી બનેલી છે. સંપર્ક ભાગની લંબાઈ 8 મીમી છે.
SSHWI પિન ફિંગર લગ કેવી રીતે બને છે
પિન લગ SSHVI બે ઘટકોમાંથી એસેમ્બલ કરવામાં આવે છે:
- ટિનવાળા, ઇલેક્ટ્રોલિટીક કોપર એલોયથી બનેલી વાહક નળી.
- ઇન્સ્યુલેટીંગ પોલિમાઇડ ફ્લેંજ.
આવા ઉત્પાદનો માટે, ખાસ કોપર એલોયનો ઉપયોગ થાય છે. તે સ્ક્રુ ફાસ્ટનિંગ દ્વારા ફિક્સેશનના સ્થળોએ કંડક્ટરને નુકસાન થવાની સંભાવનાને દૂર કરે છે. NSHVI 150 mm² સુધીના ક્રોસ-સેક્શન સાથે બનાવવામાં આવે છે. વપરાયેલી સામગ્રી ગેલ્વેનિક ટિનિંગને આધિન છે. વાયરને સરળ રીતે દાખલ કરવા માટે ટ્યુબનો એક છેડો ભડકતો હોય છે.
NCSWI ની પસંદગી ખાસ કોષ્ટકોના આધારે હાથ ધરવામાં આવે છે. તેઓ કોલરનો રંગ અને દબાવવા માટે જરૂરી સાધન પણ સૂચવે છે.
એક અને બે સંપર્કો દબાવવા માટે સ્લીવ્ઝ ઉપલબ્ધ છે. ડબલ ડિઝાઇનનો ઉપયોગ કરીને એક બંડલમાં બે સ્ટ્રેન્ડેડ વાયરને ક્રિમ કરી શકાય છે. જ્યારે તમે એક સોકેટમાં બે વાયર રાખવા માંગતા હો ત્યારે તેનો ઉપયોગ થાય છે.
દ્રશ્ય તફાવત એ છે કે પ્લાસ્ટિક ફ્લેંજ બે વાયર માટે વિશાળ છે.
NSHWI સ્લીવ લગને કેવી રીતે દબાવવું
ક્રિમ્ડ લગ એ દૂર કરી શકાય તેવું જોડાણ નથી. જો પ્રેસિંગ અસફળ હોય અથવા જો લુગ બદલવાની જરૂર હોય, તો તેને કાપી નાખવું આવશ્યક છે. સ્લીવને સંકુચિત કરવા માટે ખાસ પ્રેસ જડબાનો ઉપયોગ કરવામાં આવે છે. તેઓ સ્લીવ્ઝના વિવિધ ક્રોસ સેક્શન માટે નોઝલ સાથે આવે છે.
સ્લીવ ટીપ્સને ક્રિમિંગ કરવા માટે પ્રેસ જડબાના વિવિધ સંસ્કરણો છે, જેમાં મોડેલો કે જે એક અથવા વધુ કાર્યો કરી શકે છે. તેઓ બાંધકામના પ્રકાર દ્વારા નીચે પ્રમાણે વિભાજિત કરવામાં આવે છે:
- સાર્વત્રિક પ્રેસ જડબાં - સાથે કામ કરવા માટે સૌથી સામાન્ય અને અનુકૂળ. તેનો ઉપયોગ વાયરને ઉતારવા અને સ્લીવ્ઝને ક્રિમિંગ કરવા માટે થાય છે. આ પેઇરનો ઉપયોગ NSHVI ને ક્રિમિંગ કરવા ઉપરાંત અન્ય પ્રકારના લુગ્સ સાથે કામ કરવા માટે કરી શકાય છે.
- દબાણ નિયંત્રણ ઉપકરણ સાથે જડબાને દબાવો. આ પેઇર પાસે એક વિશિષ્ટ ઉપકરણ છે જે વાયર પર ક્રિમિંગની ડિગ્રીને નિયંત્રિત કરે છે અને સ્લીવને નુકસાન અટકાવે છે.
- સ્વીવેલ મિકેનિઝમ સાથે જડબાને દબાવો. આ ડિઝાઇન મેન્યુઅલ ક્રિમિંગ પ્રક્રિયાને સરળ બનાવવા માટે વધુ કમ્પ્રેશન ફોર્સ માટે પરવાનગી આપે છે.
- રેચેટ મિકેનિઝમ સાથે પિન્સર્સ. આવા પિન્સર્સની રચનાત્મક વિશેષતા એ છે કે ટૂલના અજાણતાં અનક્લેમ્પિંગ અને સ્લીવને નુકસાનને બાકાત રાખવામાં આવે છે.
દબાવતા પહેલા સંખ્યાબંધ પ્રારંભિક પગલાં હાથ ધરવા આવશ્યક છે:
- ટ્યુબિંગની કેટલી લંબાઈ જરૂરી છે તે નક્કી કરીને, વાયરની સપાટી પરથી ઇન્સ્યુલેશન કાપવામાં આવે છે. સાફ કરેલ કેબલની લંબાઈ બુશિંગની લંબાઈ સાથે મેળ ખાતી હોવી જોઈએ. આ કરવા માટે, સાર્વત્રિક પ્રેસ જડબાં, તીક્ષ્ણ છરી અથવા વિશિષ્ટ ઉપકરણ - એક સ્ટ્રિપરનો ઉપયોગ કરો.
- સ્લીવ અંદરથી ભડકતી હોય છે. આ વાયર નાખવાનું સરળ બનાવે છે. પરંતુ વ્યક્તિગત વાયરને વાળવાનું ટાળવા માટે, કોરને થોડો પૂર્વ-ટ્વિસ્ટ કરવામાં આવે છે.
- બુશિંગનો વ્યાસ કેબલના ક્રોસ-સેક્શન અનુસાર પસંદ કરવામાં આવે છે. ટ્વિસ્ટ મુક્તપણે પ્રવેશવું જોઈએ, પરંતુ તે લટકવું જોઈએ નહીં.
- પ્રેસ જડબાં તૈયાર કરતી વખતે, ડાઇ પરના રંગના નિશાનો પર ધ્યાન આપવું યોગ્ય છે. તે લુગ્સ પરના રંગોને અનુરૂપ છે.સ્થાપન પ્રક્રિયાને સરળ બનાવવા માટે ઉત્પાદકો ડાઈઝ અને સ્લીવ્ઝ વચ્ચેના વ્યાસના રંગ કોડિંગને મેચ કરવાનો પ્રયાસ કરે છે.
જ્યારે crimping lugs કેબલ નાના માર્જિન સાથે લેવી જોઈએ. જો કોઈ કારણોસર ક્રિમ્પ કામ કરતું નથી, તો પછી લુગ કાપી નાખવામાં આવે છે અને પ્રક્રિયાને પુનરાવર્તિત કરવામાં આવે છે.

ગુણવત્તાયુક્ત ક્રિમિંગ માટેની શરતો છે:
- સ્લીવ લગના પ્લાસ્ટિક ઇન્સ્યુલેટિંગ કોલર ઉપર વાયરનો છીનવી લેવાયો છેડો સ્લીવમાંથી બહાર નીકળવો જોઈએ નહીં. અંત સ્લીવની ધાર સાથે ફ્લશ હોવો જોઈએ.
- સ્લીવ અને ડાઇ પરના રંગો મેળ ખાય છે તેની પુષ્ટિ કર્યા પછી, રેચેટ ટ્રિગર ન થાય ત્યાં સુધી પેઇર હેન્ડલ્સને સ્ક્વિઝ કરો. આ ટૂલને વિસ્તૃત કરવાની મંજૂરી આપ્યા વિના તેને લૉક કરવું જોઈએ. એકવાર તપાસ્યા પછી, રેચેટ રિલીઝ થાય છે.
- રેચેટ વિના પેઇરનો ઉપયોગ કરતી વખતે, કમ્પ્રેશનની ડિગ્રી વાયરની પ્રકાશ ચળવળ દ્વારા નિયંત્રિત થાય છે. વાયર ચુસ્ત હોવા જોઈએ અને ખસેડવા જોઈએ નહીં.
- જ્યારે સમાપ્ત થઈ જાય, ત્યારે તે સુરક્ષિત રીતે સંપર્કમાં છે તેની ખાતરી કરવા માટે વાયરને પકડી રાખવું અને ફેરુલને ખેંચવું શ્રેષ્ઠ છે.
બે-સર્કિટ ક્રિમિંગ સાથેના ઉપકરણો છે. તેઓ અલગ પડે છે કે તેઓ માત્ર કોપર સ્લીવને જ નહીં, પણ પ્લાસ્ટિક ઇન્સ્યુલેટરને પણ સ્ક્વિઝ કરે છે. આવા પેઇરનું મેટ્રિક્સ વિવિધ વ્યાસના બે સોકેટ્સ ધરાવે છે. ક્રિમિંગ કરતા પહેલા, ખાતરી કરો કે વ્યાસ મેળ ખાય છે અને સ્લીવ અને ફ્લેંજ સ્થાને છે.

ડબલ ઇન્સ્યુલેટેડ લગને ક્રિમિંગ કરવામાં કેટલાક તફાવતો છે. તેનો ઉપયોગ ત્યારે થાય છે જ્યારે એક ટર્મિનલમાં ઘણા કંડક્ટરને ક્રિમ કરવાની જરૂર હોય. આ કિસ્સામાં, સિંગલ લુગ્સનો ઉપયોગ જોડાણમાં મુશ્કેલીઓ બનાવે છે. તેથી જ ડબલ લગનો ઉપયોગ કરવામાં આવે છે.
આ પ્રક્રિયામાં ઘણા પૂર્વ-તૈયાર વાયરોને વિશાળ ફ્લેંજમાં દાખલ કરવા અને તેમને ક્રિમ્પર વડે ક્રિમિંગ કરવાનો સમાવેશ થાય છે. આ ઉપકરણ સિંગલ લુગ્સને ક્રિમિંગ કરવા માટે પણ યોગ્ય છે.
ક્રિમ્પર સ્લીવ લગ્સને ક્રિમિંગ કરવા માટે છે અને તે સ્વ-એડજસ્ટિંગ અને બદલી શકાય તેવા ડાઇ મોડલમાં આવે છે. સેલ્ફ એડજસ્ટિંગ યુનિટમાં ચાર મૂવેબલ કેમ્સ છે જે સ્લીવને કોમ્પ્રેસ કરે છે. આ ડિઝાઇનને વિનિમયક્ષમ સ્લીવ્ઝની જરૂર નથી.મેચિંગ સ્લીવ્ઝનો વ્યાસ ટૂલ પર જ ઉલ્લેખિત છે.

જો ઘણા વાયરને એકસાથે ચોંટાડવાની જરૂર હોય, પરંતુ કોઈ ડબલ સ્લીવ ઉપલબ્ધ ન હોય, તો મોટા ક્રોસ-સેક્શનવાળા લૂગ્સનો ઉપયોગ કરવામાં આવે છે જેથી બે વાયર અંદર ફિટ થઈ શકે.
સ્લીવ લગ્સ અને વાયર ક્રોસ-સેક્શનનું કદ ઉત્પાદક દ્વારા નિર્દિષ્ટ કરવામાં આવે છે. તેમને ચોક્કસપણે અવલોકન કરવું જરૂરી છે. આ કેબલને થતા નુકસાનને અટકાવશે, ફરીથી દબાવવાની જરૂરિયાતને દૂર કરશે અને સમગ્ર સેવા જીવન માટે મુશ્કેલી-મુક્ત કામગીરીની બાંયધરી આપશે. વિશિષ્ટ સાધનો પૂર્ણ કાર્યની વિશ્વસનીયતાને સુનિશ્ચિત કરશે, ઇન્સ્ટોલેશન પ્રક્રિયાને સરળ બનાવશે.
સંબંધિત લેખો: