Saldare l'alluminio è un processo difficile a casa. La difficoltà può essere spiegata dalle proprietà del metallo, che rende difficile unire singole parti di alluminio con altre sostanze. L'alluminio deve essere unito secondo tecniche appositamente sviluppate per garantire la qualità della saldatura. L'esperienza dell'artigiano che ha brasato le parti in alluminio è importante.
Contenuto
Perché saldare l'alluminio non va bene
Molte persone hanno provato a saldare l'alluminio a casa e si sono rese conto che la saldatura non si attacca alla superficie del pezzo. Ciò è dovuto alla formazione di un film di ossido stabile sul metallo che ha una bassa adesione al materiale di saldatura. I metodi per saldare l'alluminio in casa si riducono alla lotta contro la pellicola protettiva.
In mineralogia, l'ossido di alluminio è chiamato corindone. Consiste di cristalli trasparenti che sono pietre preziose. La colorazione del corindone varia a seconda delle impurità: il cromo ha una colorazione rossastra e lo zaffiro ha una colorazione bluastra. La pellicola di ossido è molto resistente e non può essere saldata. Deve essere rimosso dalla superficie prima che le parti possano essere saldate.

Come rimuovere lo strato di ossido
La pellicola di ossido può essere rimossa con diversi metodi, i più efficaci sono la rimozione chimica e meccanica. Entrambi i metodi richiedono un ambiente privo di aria e di ossigeno per funzionare.
Il metodo chimico si basa sulla deposizione di zinco o rame sulla superficie del pezzo da lavorare per elettrolisi. Il solfato di rame sotto forma di una soluzione concentrata viene applicato sulla zona preparata per la saldatura. Il terminale meno di una batteria o di un'altra fonte di energia è attaccato all'area pulita del metallo. Un'estremità del filo di rame è collegata al terminale positivo e l'altra estremità è immersa nella soluzione sulla superficie di alluminio. L'elettrolisi fa sì che il rame o lo zinco depositino un sottile strato sull'alluminio e vi aderiscano saldamente. Ora è possibile brasare l'alluminio con lo stagno.
Un film d'olio è usato per rimuovere l'ossido. Per questo metodo è meglio usare olio sintetico o per trasformatori con un basso contenuto d'acqua. Gli altri tipi di olio devono essere tenuti ad una temperatura di +150 ... +200°C, l'acqua evaporerà. A temperature più alte il contenuto comincerà a schizzare. L'olio disidratato viene applicato sulla superficie della parte in alluminio. Usare un panno smerigliato per strofinare l'alluminio sotto lo strato applicato per rimuovere l'ossido.
Il panno smerigliato può essere sostituito da un bisturi, da una punta di saldatore seghettata o da trucioli di ferro ottenuti da un chiodo che è stato macinato con una lima. I trucioli vengono versati sull'olio e strofinati con la punta del saldatore, togliendo lo strato di ossido. La parte massiccia dovrebbe essere riscaldata preferibilmente con un getto d'aria calda. La saldatura viene immersa nella goccia d'olio e strofinata sul punto di saldatura con il saldatore. Si aggiunge colofonia o altro fondente per migliorare il processo di saldatura.
Per la saldatura dei fili di alluminio, sono stati creati fondenti a base di acido acetilsalicilico o ortofosforico, sali borici o di sodio. La colofonia è usata raramente, non è molto efficace nel caso dell'alluminio. I fondenti si usano quando si saldano fili, pentole e altre cose.
Disossidanti per la brasatura dell'alluminio
I fondenti hanno un'alta attività, quindi dopo la saldatura devono essere lavati via con una soluzione di acqua con alcali. Il bicarbonato di sodio funziona molto bene come caustico. Dopo la soda caustica, il giunto deve essere sciacquato con acqua pulita. Le vie respiratorie devono essere protette dall'ingestione di vapori di flusso. Possono irritare le membrane mucose ed entrare nel flusso sanguigno. I più comuni devono essere considerati individualmente.
colofonia
La colofonia è il più comune di tutti i flussanti. È usato per unire diversi metalli. Sull'alluminio funziona solo quando non c'è aria, quindi è usato raramente. Il tempo richiesto per lavorare con la colofonia è maggiore, l'efficienza è minore. Questo fondente non è per i professionisti, può saldare, ma la qualità del giunto non è forte.
Flusso di polvere
L'alluminio viene saldato con un cannello a gas usando un flusso di polvere. L'aggiunta di ossigeno alla fiamma non è raccomandata perché riduce l'efficacia del flusso. I flussi più comuni sono:
- F-34A;
- borace;
- acido acetilsalicilico;
- grasso per saldature.
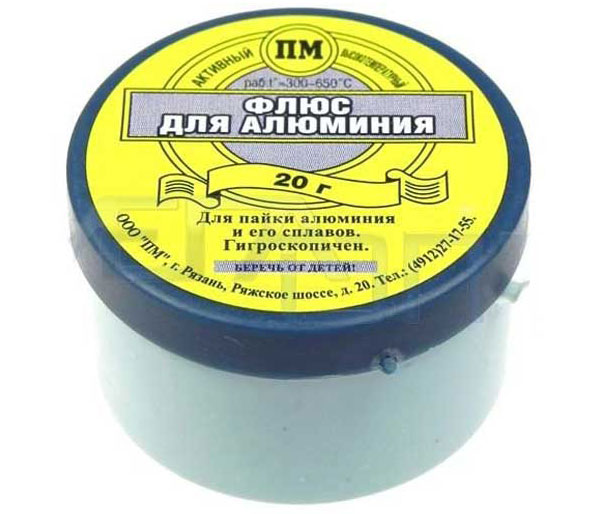
F-34A è un flusso attivo che contiene il 50% di cloruro di potassio, il 32% di cloruro di litio, il 10% di fluoruro di sodio e l'8% di cloruro di zinco. Il flussante può essere usato con saldature contenenti additivi chimici. È igroscopico e solubile in acqua.
Il borace è una polvere che fonde a 700°C, è solubile in acqua e si risciacqua con acido citrico acquoso. Il suo costo è basso.
L'acido acetilsalicilico si trova sotto forma di compresse di aspirina. Quando viene riscaldato con una fiamma ossidrica, rilascia fumi nocivi che bruciano il naso, gli occhi e gli organi respiratori.
L'olio per saldare è composto da paraffina, cloruro di ammonio e zinco e acqua deionizzata. Funziona bene su parti preriscaldate e stagnate. Dopo aver saldato parti in alluminio è consigliabile lavare via il fondente residuo, altrimenti corroderà il metallo.
Flusso liquido
Il flussante liquido viene applicato al punto di saldatura in uno strato sottile. Evapora rapidamente producendo vapori brucianti con il saldatore. Il fluoro F-64 contiene fluoruri, tetraetilammonio, inibitori di corrosione e acqua dionizzata. Rompe bene la pellicola di ossido e aiuta a brasare pezzi di alluminio di grandi dimensioni. Si usa per saldare rame, alluminio, ferro galvanizzato e altri metalli.
F-61 consiste in trietanolamina, fluoroborato di ammonio e fluoroborato di zinco. Utilizzato per la stagnatura e la brasatura di leghe di alluminio a temperature fino a 250°C. Castolin Alutin 51 L è composto da cadmio, piombo e 32% di stagno. Funziona più efficacemente a temperature superiori ai 160°C.
Uno qualsiasi dei fondenti elencati aiuta a brasare pentole di alluminio, billette di alluminio di varie dimensioni, unire duralluminio, billette di duralluminio (dural) per saldatura.
Saldatura per alluminio
La lega di brasatura per l'alluminio è a base di zinco o di alluminio. Vengono aggiunti additivi tracciabili per ottenere caratteristiche diverse, ad esempio un punto di fusione più basso o una maggiore resistenza. Sono prodotti in America, Germania, Francia e Russia. Guardiamone alcuni.
Una saldatura comune e ampiamente pubblicizzata per l'alluminio è HTS 2000. È prodotto da un'azienda negli Stati Uniti. La pratica ha dimostrato che è instabile: le parti saldate perdono aria e umidità. Non può essere usato senza fondente.
Castolin 192FBK è a base di zinco (97%) e alluminio (2%) ed è prodotto in Francia. Castolin produce le saldature 1827 e AluFlam-190 per brasare rame e alluminio a 280°C.

Castolin 192FBK è una saldatura tubolare con un nucleo di flussante. Viene prodotto in barre, 100 g delle quali costano 100-150 rubli. Facile saldare piccoli fori e crepe.
Chemet Aluminium 13 è un materiale di brasatura per la saldatura di parti a 640°C e oltre. Si basa su alluminio (87%) e silicio (13%). Il suo punto di fusione è intorno ai 600°C. È disponibile sotto forma di barrette, che sono 25 pezzi per 100 g. Costa 100 g di stagno al prezzo di 500 rubli. La variante chiamata Chemet Aluminium 13-UF ha una struttura cava e contiene il flusso nel nucleo. Il prezzo per 12 canne, che pesano 100 g, è di 700 rubli.
La saldatura di alluminio è prodotta anche da aziende nazionali. Il grado 34A è usato per saldare con un cannello a gas. Fonde a 525°C e salda bene le leghe AMz, AM3M, AMg2. 100 g costano 700 rubli.
Il grado A consiste nel 60% di zinco, 36% di stagno e 2% di rame. Fonde a 425 °С. Viene prodotto in barre di 145 g. Il costo di una barra è di 400 rbl.
Il SUPER A+ è prodotto a Novosibirsk ed è un analogo del HTS-2000. Si usa insieme al flusso SUPER FA. Costa 800 rubli per 100g. Diventa viscoso quando viene fuso e bisogna usare strumenti d'acciaio per appiattirlo.
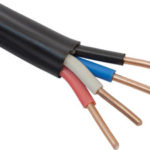
Filo animato
Il filo animato è adatto alla saldatura dell'alluminio ma non alla brasatura. Non è possibile saldare l'alluminio con una torcia a gas e un filo animato. È meglio saldare i pezzi con un saldatore elettrico.
Quale saldatore è adatto?
Quale saldatore e quale strumento è necessario per saldare - tutto dipende dalla zona di saldatura. L'alluminio e il rame conducono bene il calore, quindi è necessario un saldatore potente. Per un pezzo di 1000 cm² avete bisogno di 50-60 watt di potenza del saldatore. Spesso si saldano due o più parti, nel qual caso la potenza viene aumentata a 100W. Un saldatore più piccolo è adatto per riscaldare il giunto. La punta è larga e seghettata in modo da poter rimuovere la pellicola di ossido di alluminio.
Considera come saldare l'alluminio con un saldatore. Questo viene fatto con uno strumento ben riscaldato dopo che la pellicola di ossido è stata rimossa e stagnata. L'area stagnata è buona per la saldatura e qualsiasi saldatore è adatto per le aree stagnate (questo può essere fatto con materiali speciali per la saldatura).
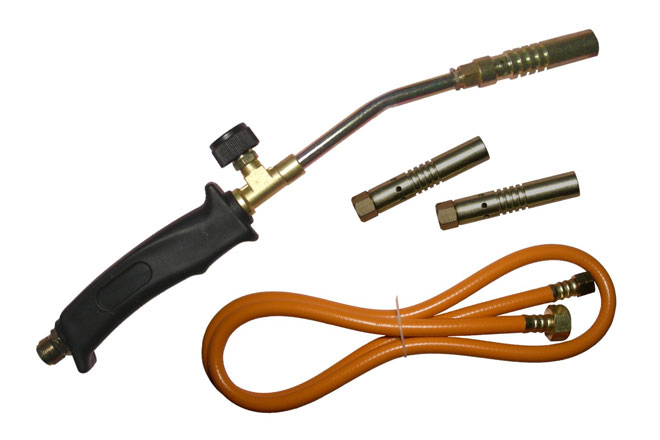
Bruciatori per la saldatura dell'alluminio
È importante sapere come saldare con un cannello a gas. Se i pezzi sono grandi e il saldatore non è abbastanza potente, si può usare un cannello. È meglio usare un cannello a gas perché saldare l'alluminio con un cannello a gas ha un grande potenziale. La torcia riscalda rapidamente il giunto fino quasi al punto di fusione dell'alluminio. Il fondente e la saldatura vengono applicati al giunto, appiattiti con la punta del saldatore e induriti. Il giunto deve essere sempre sciacquato senza acido di saldatura o altri residui di fondente.
Osservare le norme di sicurezza antincendio quando si lavora con le torce. Nessun liquido o materiale infiammabile può essere presente nelle vicinanze.
Cosa è meglio - saldatura o brasatura
Ci sono diverse risposte a questa domanda. L'uso dell'uno o dell'altro metodo dipende dall'uso delle parti dopo che sono state unite. È meglio saldare il radiatore dell'auto. Questo metodo è economico e affidabile. I fiaschi per il latte e altri contenitori per la conservazione degli alimenti sono meglio saldati. Un giunto saldato è più durevole, soprattutto per le dimensioni più grandi. Le parti fatte di leghe di alluminio devono spesso essere saldate. Saldare il silumin è praticamente l'unico modo di unire, a parte l'uso della colla.
La saldatura e la brasatura possono fruttare bene se si vuole. Spesso sorgono domande su come brasare tubi di alluminio nel frigorifero o riparare il telaio di una bicicletta. Saldare costa un sacco di soldi in officina: tubi di saldatura a 1000 RUB o più. Se saldate i fili, il costo è di 15 rubli per filo. La riparazione di un telaio di bicicletta in leghe di alluminio con la saldatura costa 500 rubli. La riparazione di una padella costerà 100 rubli. Aggiungete il costo della spedizione degli articoli da e per il negozio.
Per risparmiare questi soldi, dovreste imparare a saldare da soli. Per fare questo è necessario acquistare una torcia a gas in forma di lattina per 700-1000 rubli e saldare. Puoi imparare a lavorare le superfici e a saldare su un vecchio radiatore d'auto.
Articoli correlati: