La cosse conique isolée du jeu de barres est constituée d'une coque en cuivre spécial aux propriétés électrolytiques et d'un anneau en plastique. Ils sont utilisés pour réaliser des connexions standard aux extrémités des câbles. Les bornes ainsi obtenues garantissent un contact de qualité et durable, évitant la déformation et l'endommagement des conducteurs en cas de fixation par vis.

Ils sont utilisés pour les conducteurs en cuivre toronnés jusqu'à 35 mm². Les manchons sont étamés galvaniquement afin d'améliorer l'indice de conductivité. L'utilisation de ces produits permet d'économiser du temps et des efforts lors de la construction et de l'entretien des connexions électriques.

Sujet de .
Objectif
Les cosses à manchon permettent d'assembler plusieurs fils en un seul conducteur solide. Sinon, un câble comportant un grand nombre de conducteurs ne peut pas être maintenu en place de manière sûre. Le fil sera serti, cassé, ce qui réduit la section nominale du fil et détériore la conductivité. Dès qu'un tel faisceau est serré dans la borne, les fils se brisent sur tout le connecteur, perdant ainsi leur capacité de connexion.
Avant l'avènement du NCWR, ce problème était résolu en étamant les extrémités. Cela permet d'étamer tous les fils en un seul faisceau continu. Mais il s'agissait d'un processus qui prenait beaucoup de temps et demandait beaucoup de travail.
L'utilisation d'un manchon de pression permet d'assurer une bonne connexion lors du sertissage d'un fil. La cosse de compression répartit la charge de manière uniforme sur l'ensemble du conducteur. Les manchons en cuivre sont disponibles en différents diamètres et sont codés par couleur en conséquence. Le sertissage est facile lorsqu'on utilise une pince à sertir.
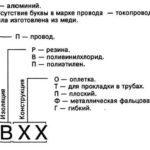
Marquage .
Il existe un grand nombre de NSHWI différents, qui se distinguent par leur construction et leurs différents alliages. Le marquage est une aide pour sélectionner le produit optimal.
L'abréviation NSHVI signifie qu'il s'agit d'une cosse de boulon mâle isolée. Pour faciliter l'utilisation, les brides en plastique sur les manchons en cuivre sont disponibles en plusieurs couleurs. Chaque couleur correspond à un diamètre de douille différent.
Les chiffres figurant dans le marquage indiquent la section et la longueur requises de la douille. S'il est possible d'installer deux conducteurs en cuivre, le chiffre (2) est indiqué.
Ainsi, le marquage NSHVI (2) 1,5x8 signifie que la coque est constituée d'un tube de cuivre étamé pour deux câbles d'une section de 1,5 mm². La longueur de la pièce de contact est de 8 mm.
La construction d'une cosse HVHF
Le SBHWI est constitué de deux éléments :
- Un tube conducteur, fabriqué à partir d'un alliage de cuivre étamé et électrolytique.
- Une bride isolante en polyamide.
Un alliage de cuivre spécial est utilisé pour ces produits. Cela élimine la possibilité d'endommager le conducteur au niveau des points de fixation des vis. Le HVBI est fabriqué avec une section transversale allant jusqu'à 150 mm². Le matériau utilisé est le fer-blanc. Une extrémité du tube est évasée pour faciliter l'insertion du fil.
La sélection du NCBI se fait selon des tableaux spéciaux. La couleur du manchon et l'outil nécessaire au pressage sont également précisés.
Les manchons sont disponibles pour un sertissage simple ou double. Grâce à la conception double, il est possible de sertir 2 fils toronnés en un seul faisceau. Ils sont utilisés lorsque deux fils doivent être installés dans une même prise.
La différence visuelle est que la bride en plastique est plus large pour deux fils.
Comment presser une virole à sertir
Une cosse sertie n'est pas une connexion détachable. Si la pression ne réussit pas ou s'il est nécessaire de changer l'ergot, il faut le couper. Des pinces spéciales sont utilisées pour presser le manchon. Ils sont fournis avec des buses pour s'adapter aux différentes sections transversales des manchons.
Il existe plusieurs versions de mâchoires de presse pour le sertissage des embouts de manchons, avec des modèles pouvant remplir une ou plusieurs fonctions. Ils sont divisés selon le type de construction comme suit :
- Les mâchoires de presse universelles sont les plus courantes et les plus faciles à utiliser. Ils sont utilisés pour dénuder les fils et sertir les manchons. Ces mâchoires de presse peuvent également être utilisées pour d'autres types de cosses en plus du sertissage.
- Mâchoires de presse avec dispositif de contrôle de la pression. Ces pinces sont équipées d'un dispositif spécial qui régule le degré de sertissage et évite d'endommager le manchon.
- Mâchoires de presse avec un mécanisme de pivotement. Cette conception permet une force de compression plus élevée pour faciliter le sertissage manuel.
- Pince avec mécanisme à cliquet. La caractéristique constructive de ces pinces est d'empêcher le desserrage involontaire de l'outil et l'endommagement du manchon.
Un certain nombre d'étapes préparatoires doivent être effectuées avant le test de pression :
- Après avoir déterminé la longueur du tube nécessaire, l'isolation est coupée à la surface du fil. La longueur du câble nettoyé doit correspondre à la longueur du passe-câble. Utilisez un mors de presse universel, un couteau aiguisé ou un dénudeur spécialisé.
- La manche est évasée à l'intérieur. Cela permet d'insérer plus facilement le fil. Cependant, pour éviter que les fils individuels ne se plient, le noyau est légèrement tordu au préalable.
- Le diamètre du passe-câble doit être choisi en fonction du diamètre du câble. La torsade doit s'adapter librement, mais elle ne doit pas être lâche.
- Lors de la préparation de la mâchoire de la presse, faites attention aux marques de couleur sur les matrices. Elle correspond aux couleurs des cornes. Les fabricants s'efforcent de faire correspondre le code couleur des diamètres entre les matrices et les manchons pour faciliter le processus d'assemblage.
Lors du sertissage des cosses, le câble doit être sélectionné avec une petite marge. Si le sertissage échoue pour une raison quelconque, la cosse est coupée et la procédure est répétée.

Il existe des conditions pour un bon sertissage :
- L'extrémité dénudée du fil ne doit pas dépasser du manchon par-dessus le collier isolant en plastique de la cosse du manchon. L'extrémité doit être au même niveau que le bord du manchon.
- Après avoir vérifié que les couleurs du manchon et de la matrice correspondent, serrez les poignées de la pince jusqu'à ce que le cliquet soit actionné. Cela devrait bloquer l'outil sans lui permettre de s'étendre. Une fois vérifié, le cliquet est libéré.
- Si vous utilisez une pince sans cliquet, vérifiez le degré de compression en déplaçant légèrement les fils. Les fils doivent être fermement sertis et ne doivent pas bouger.
- Une fois la procédure terminée, il est conseillé de tenir le fil et de tirer sur la virole pour vérifier que le contact est bien établi.
Il existe des appareils avec un sertissage en double circuit. Ils diffèrent en ce qu'ils compriment non seulement le manchon en cuivre, mais aussi l'isolant en plastique. La matrice de ces pinces à sertir est constituée de deux douilles de diamètres différents. Avant de sertir, assurez-vous que les diamètres correspondent et que le manchon et la bride s'emboîtent.

Le sertissage d'une cosse à double isolation présente quelques différences. Il est utilisé lorsque plusieurs conducteurs doivent être serrés dans une borne. Dans ce cas, l'utilisation d'un seul embout rend difficile la réalisation de la connexion. C'est pour cela que l'on utilise des ergots doubles.
Le procédé consiste à insérer plusieurs fils préparés à l'avance dans une large bride et à les sertir à l'aide d'une sertisseuse. Cet appareil convient également pour le sertissage de cosses simples.
La pince à sertir est utilisée pour le sertissage des cosses à manchon et est disponible en tant que modèle auto-ajustable ou avec une matrice remplaçable dans différentes tailles. L'unité auto-réglable comporte quatre mâchoires mobiles qui compriment le manchon. Grâce à cette conception, aucun manchon remplaçable n'est nécessaire. Le diamètre des manchons correspondants est spécifié sur l'outil lui-même.

Si plusieurs fils doivent être sertis ensemble, mais qu'aucun manchon double n'est disponible, des cosses de plus grande section sont utilisées afin que deux fils puissent y entrer.
La taille des cosses du manchon et la section transversale du fil sont spécifiées par le fabricant. Il est essentiel de les respecter précisément. Cela permet d'éviter d'endommager le câble, de ne pas avoir à le repasser et de garantir un fonctionnement sans problème pendant toute sa durée de vie. Des outils spécialisés garantiront la fiabilité du travail effectué et faciliteront le processus d'installation.
Articles connexes :