Samlingsskenans isolerade konklocka består av ett skal av specialkoppar med elektrolytiska egenskaper och en plastring. De används för att göra standardanslutningar i kablarnas ändar. De terminaler som erhålls på detta sätt garanterar kvalitet och långvarig kontakt, och undviker deformationer och skador på ledarna när man använder skruvinfästningar.

De används för trådade kopparledare upp till 35 mm². Hylsorna är galvaniskt förzinnade för att förbättra ledningsförmågan. Användningen av dessa produkter sparar tid och arbete när du bygger och underhåller elektriska anslutningar.

Syfte
Med hjälp av hylsor kan man samla flera trådar till en fast ledare. Annars kan en kabel med ett stort antal ledare inte hållas säkert på plats. Tråden kommer att pressas och brytas av, vilket minskar trådens nominella tvärsnitt och försämrar ledningsförmågan. Så snart ett sådant buntband kläms fast i terminalen kommer trådarna att brytas upp över hela kontakten, vilket gör att anslutningskapaciteten går förlorad.
Före NCWR:s tillkomst löstes detta genom att tennbinda ändarna. På så sätt kan alla kablar förtennas tillsammans i ett enda kontinuerligt buntband. Men det var en tidskrävande och arbetsintensiv process.
Användningen av en tryckhylsa säkerställer en bra anslutning när du pressar en tråd. Kompressionsklossen fördelar belastningen jämnt över hela ledaren. Kopparhylsor finns i olika diametrar och är färgkodade i enlighet med detta. Crimpning är enkelt när du använder ett crimpverktyg.
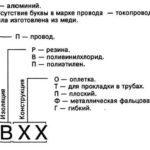
Märkning .
Det finns många olika NSHWI:er, som skiljer sig åt i konstruktion och olika legeringar. Märkningen är ett hjälpmedel för att välja den bästa produkten.
Förkortningen NSHVI betyder att det är en isolerad hanetiksbultklack. För att underlätta användningen finns plastflänsar på kopparhylsor i olika färger. Varje färg motsvarar en annan diameter på bussningen.
Siffrorna i märkningen anger det nödvändiga tvärsnittet och längden på bussningen. Om det är möjligt att montera två kopparledare anges siffran (2).
Märkningen NSHVI (2) 1,5x8 innebär att höljet är tillverkat av förtent kopparrör för två kablar med ett tvärsnitt på 1,5 mm ². Längden på kontaktdelen är 8 mm.
Konstruktionen av en BSHWI-manlucka
SBHWI består av två delar:
- Ett ledande rör, tillverkat av förtennad, elektrolytisk kopparlegering.
- En isolerande fläns av polyamid.
En speciell kopparlegering används för dessa produkter. Detta eliminerar risken för skador på ledaren vid skruvfästpunkterna. HVBI tillverkas med ett tvärsnitt på upp till 150 mm². Materialet som används är förtennat. Den ena änden av röret är utbrett för att göra det lättare att föra in tråden.
Urvalet av NCBI görs enligt särskilda tabeller. Färgen på hylsan och det verktyg som krävs för pressning anges också.
Hylsorna finns för enkel och dubbel pressning. Med hjälp av den dubbla konstruktionen kan 2 trådar pressas ihop till ett enda buntband. De används om två ledningar ska installeras i ett uttag.
Den visuella skillnaden är att plastflänsen är bredare för två kablar.
Hur man trycker på en crimpfärg
En krimpad klack är inte en löstagbar anslutning. Om tryckningen inte lyckas eller om det blir nödvändigt att byta klack måste den klippas av. För att trycka på hylsan används speciella presstänger. De levereras med munstycken som passar olika tvärsnitt av hylsorna.
Det finns olika versioner av pressbackar för pressning av hylsor, vars modeller kan utföra en eller flera funktioner. De delas upp enligt följande beroende på typ av konstruktion:
- Universalpressbackar är de vanligaste och enklaste att använda. De används för att avlägsna kablar och för att krympa hylsor. Dessa pressbackar kan också användas för andra typer av klackar förutom för att pressa crimpklackar.
- Presskäftar med tryckkontroll. Denna tång är utrustad med en speciell anordning som reglerar graden av pressning och förhindrar skador på hylsan.
- Pressbackar med svängbar mekanism. Denna konstruktion möjliggör en högre tryckkraft för att underlätta manuell krympning.
- Tång med spärrmekanism. Den konstruktiva egenskapen hos dessa tänger är att oavsiktlig lossning av verktyget och skador på hylsan förhindras.
Ett antal förberedande åtgärder måste vidtas innan tryckprovningen påbörjas:
- Efter att ha bestämt hur långt röret behövs skärs isoleringen av från trådens yta. Längden på den rengjorda kabeln måste matcha längden på kabeldragningen. Använd en universell presskäft, en vass kniv eller en specialiserad strippa.
- Ärmen är utställd på insidan. Detta gör det lättare att föra in tråden. För att förhindra att enskilda trådar böjs vrids kärnan något i förväg.
- Diametern på genomföringen ska väljas i enlighet med kabelns diameter. Vridningen ska sitta fritt, men får inte vara lös.
- När du förbereder presskäftarna ska du vara uppmärksam på färgmarkeringarna på stansarna. Den motsvarar färgerna på klackarna. Tillverkarna strävar efter att matcha färgkoden för diametrarna mellan stansarna och hylsorna för att underlätta monteringsprocessen.
När du pressar klackar ska kabeln väljas med en liten marginal. Om pressningen av någon anledning misslyckas, skärs klykan av och proceduren upprepas.

Det finns förutsättningar för en bra krympning:
- Trådens avskalade ände får inte sticka ut från hylsan över hylsklackens plastkrage. Änden ska ligga i nivå med hylsans kant.
- Efter att ha kontrollerat att färgerna på hylsan och matrisen stämmer överens trycker du ihop tånghandtagen tills spärren aktiveras. Detta bör låsa verktyget utan att det kan expandera. När det har kontrollerats släpps spärren.
- Om du använder en tång utan skiftnyckel ska du kontrollera graden av kompression genom att röra trådarna lätt. Trådarna måste vara fast klämda och får inte röra sig.
- När proceduren är slutförd är det lämpligt att hålla i tråden och dra i hylsan för att kontrollera att kontakten är säker.
Det finns anordningar med dubbelkretsar. De skiljer sig åt genom att de inte bara pressar kopparhylsan utan även plastisolatorn. Den här crimptången består av två uttag med olika diametrar. Innan du pressar, kontrollera att diametrarna stämmer överens och att hylsan och flänsen passar på plats.

Det finns vissa skillnader när du pressar en dubbelisolerad klack. Den används när flera ledare måste klämmas fast i en terminal. I det här fallet är det svårt att göra anslutningen om man använder en enda ändplatta. Det är därför man använder dubbla klackar.
Processen består av att flera förberedda trådar sätts in i en bred fläns och pressas ihop med en pressare. Denna anordning är också lämplig för att pressa enskilda klackar.
Pressverktyget används för att pressa hylsor och finns som en självjusterande modell eller med en utbytbar matris i olika storlekar. Den självjusterande enheten har fyra rörliga käftar som trycker ihop hylsan. Tack vare den här konstruktionen behövs inga utbytbara hylsor. Diametern på de matchande hylsorna anges på själva verktyget.

Om flera trådar ska pressas ihop, men ingen dubbelhylsa finns tillgänglig, används klackar med större tvärsnitt så att två trådar kan rymmas inuti.
Storleken på hylsorna och ledningens tvärsnittsarea specificeras av tillverkaren. Det är viktigt att följa dessa regler noggrant. Detta förhindrar att kabeln skadas, förhindrar behovet av att trycka om den och garanterar problemfri drift under hela livslängden. Specialiserade verktyg säkerställer tillförlitligheten i det utförda arbetet och underlättar installationsprocessen.
Relaterade artiklar: