A argola do cone isolado do barramento é feita de uma concha feita de cobre especial com propriedades electrolíticas e um anel de plástico. São utilizados para fazer ligações padrão nas extremidades dos cabos. Os terminais obtidos desta forma garantem qualidade e contacto duradouro, evitando deformações e danos nos condutores quando se utilizam fixações de parafusos.

São utilizados para condutores de cobre encalhados até 35 mm². As mangas são estanhadas galvanicamente, a fim de melhorar o índice de condutividade. A utilização destes produtos permite poupar tempo e esforço na construção e manutenção de ligações eléctricas.

Assunto de .
Finalidade
Os olhais de manga permitem a montagem de vários fios num único condutor sólido. Caso contrário, um cabo com um grande número de condutores não pode ser mantido no lugar de forma segura. O fio será encrespado, quebrado, reduzindo a secção nominal do fio e piorando a condutividade. Assim que um feixe deste tipo for fixado no terminal, os fios irão partir-se por todo o conector, perdendo a capacidade de ligação.
Antes do advento da NCWR, isto foi resolvido com a estanhagem dos fins. Isto permitiria que todos os fios fossem estanhados juntos num só feixe contínuo. Mas este foi um processo moroso e trabalhoso.
A utilização de uma manga de pressão assegurará uma boa ligação quando se crimpar um fio. A argola de compressão distribui a carga uniformemente por todo o condutor. As mangas de cobre estão disponíveis em vários diâmetros e são codificadas por cores em conformidade. A crimpagem é fácil quando se utiliza uma ferramenta de crimpagem.
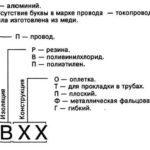
Marcação .
Há muitas NSHWIs diferentes disponíveis, diferentes na construção e diferentes ligas. A marcação é uma ajuda para seleccionar o produto ideal.
A abreviatura NSHVI significa que se trata de um parafuso isolado de pino macho. Para facilidade de utilização, estão disponíveis flanges de plástico em mangas de cobre em várias cores. Cada cor corresponde a um diâmetro de casquilho diferente.
Os números na marcação indicam a secção transversal necessária e o comprimento do casquilho. Se for possível colocar dois condutores de cobre, é dado o número (2).
Assim, a marcação NSHVI (2) 1,5x8 significa que o invólucro é feito de tubo de cobre estanhado para dois cabos com uma secção transversal de 1,5 mm ². O comprimento da peça de contacto é de 8 mm.
A construção de um lug macho BSHWI
O SBHWI é montado a partir de dois elementos:
- Um tubo condutor, feito de liga de cobre estanhado e electrolítico.
- Uma flange isolante de poliamida.
Uma liga especial de cobre é utilizada para estes produtos. Isto elimina a possibilidade de danificar o condutor nos pontos de fixação dos parafusos. O HVBI é fabricado com uma secção transversal de até 150 mm². O material utilizado é estanhado. Uma das extremidades do tubo é queimada para facilitar a inserção do fio.
A selecção do NCBI é feita de acordo com quadros especiais. A cor do colarinho e a ferramenta necessária para a prensagem também são especificadas.
As mangas podem ser utilizadas para engaste simples ou duplo. Usando o desenho duplo, 2 fios de cordão podem ser engastados num único feixe. São utilizados se dois fios tiverem de ser instalados numa tomada.
A diferença visual é que a flange de plástico é mais larga para dois fios.
Como prensar uma virola de engaste
Uma argola frisada não é uma ligação destacáveis. Se a prensagem não for bem sucedida ou se se tornar necessário mudar a argola, esta deve ser cortada. Para a prensagem da manga são utilizadas pinças especiais de prensagem. São fornecidos com bocais para caberem em diferentes secções transversais das mangas.
Existem várias versões de mordentes de prensa para pontas de mangas de engaste, com modelos que podem desempenhar uma ou mais funções. Estão divididos de acordo com o tipo de construção como se segue:
- As mandíbulas de imprensa universal são as mais comuns e fáceis de usar. São utilizados para decapagem de arames e mangas de engaste. Estas mandíbulas de prensa também podem ser utilizadas para outros tipos de tamancos, para além de crimpar crimpas.
- Mandíbulas de prensa com dispositivo de controlo de pressão. Estes alicates estão equipados com um dispositivo especial que regula o grau de crimpagem e evita danos na manga.
- Mandíbulas de prensa com mecanismo giratório. Este desenho permite uma maior força de compressão para facilitar o engaste manual.
- Pinça com mecanismo de catraca. A característica construtiva destas tenazes é que se evita o destravamento involuntário da ferramenta e a danificação da manga.
Devem ser tomadas várias medidas preparatórias antes dos testes de pressão:
- Após determinar quanto tempo o tubo é necessário, o isolamento é cortado da superfície do fio. O comprimento do cabo limpo deve corresponder ao comprimento da argola do cabo. Utilizar uma mandíbula universal, uma faca afiada ou um stripper especializado.
- A manga é queimada no interior. Isto facilita a inserção do fio. No entanto, para evitar a dobragem de fios individuais, o núcleo é ligeiramente torcido de antemão.
- O diâmetro da argola deve ser escolhido de acordo com o diâmetro do cabo. A torção deve caber livremente, mas não deve ser solta.
- Ao preparar o maxilar da prensa, preste atenção às marcas de cor nos moldes. Corresponde às cores dos brutamontes. Os fabricantes esforçam-se por combinar a codificação por cores dos diâmetros entre os moldes e as mangas para facilitar o processo de montagem.
Quando se crimpam os olhais, o cabo deve ser seleccionado com uma pequena margem. Se o engaste falhar por alguma razão, a argola é cortada e o procedimento é repetido.

Existem condições para um bom engaste:
- A extremidade desnuda do fio não deve sobressair da manga sobre o colarinho isolante de plástico da argola da manga. A extremidade deve ser nivelada com a borda da manga.
- Depois de verificar se as cores da manga e do coto correspondem, apertar as pegas do alicate até que a catraca seja accionada. Isto deve bloquear a ferramenta sem permitir a sua expansão. Uma vez verificado, a catraca é libertada.
- Ao utilizar um alicate sem catraca, verificar o grau de compressão movendo ligeiramente os fios. Os fios devem ser firmemente engastados e não devem mover-se.
- Após a conclusão do procedimento, é aconselhável segurar o fio e puxar a ponteira para verificar se o contacto está seguro.
Existem dispositivos com engaste de duplo circuito. Diferem na medida em que não só apertam a manga de cobre, mas também o isolante plástico. O molde destes alicates de cravar consiste em duas tomadas de diâmetros diferentes. Antes de engaste, certifique-se de que os diâmetros correspondem e de que a manga e a flange encaixam no lugar.

Crimpar uma argola com duplo isolamento tem algumas diferenças. É utilizado quando vários condutores precisam de ser fixados num único terminal. Neste caso, a utilização de uma única tampa final torna difícil a ligação. É por isso que são utilizados dois brutamontes.
O processo consiste em inserir vários fios pré-preparados numa flange larga e crimpá-los com um crimpador. Este dispositivo é também adequado para engaste de brutamontes simples.
A ferramenta de engaste é utilizada para engaste de mangas e está disponível como modelo auto-ajustável ou com um molde substituível em vários tamanhos. A unidade auto-ajustável tem quatro mandíbulas móveis que comprimem a manga. Graças a este desenho, não são necessárias mangas substituíveis. O diâmetro das mangas correspondentes é especificado na própria ferramenta.

Se vários fios tiverem de ser engastados juntos, mas não estiver disponível uma manga dupla, são utilizados olhais com uma secção transversal maior para que dois fios possam caber no interior.
O tamanho dos olhais das mangas e a área da secção transversal do fio são especificados pelo fabricante. É essencial observá-los com precisão. Isto evita que o cabo seja danificado, evita a necessidade de reimpressão e assegura um funcionamento sem problemas durante toda a vida útil. Ferramentas especializadas garantirão a fiabilidade do trabalho realizado e facilitarão o processo de instalação.
Artigos relacionados: