Lutowanie aluminium w warunkach domowych jest trudnym procesem. Trudności te można wyjaśnić właściwościami metalu, które utrudniają łączenie poszczególnych części aluminium z innymi substancjami. Aluminium musi być łączone zgodnie ze specjalnie opracowanymi technikami, aby zapewnić jakość lutowania. Ważne jest doświadczenie rzemieślnika, który lutował części aluminiowe.
Spis treści
Dlaczego lutowanie aluminium nie jest dobre?
Wiele osób próbowało lutować aluminium w domu i zdało sobie sprawę, że lut nie przywiera do powierzchni obrabianego przedmiotu. Wynika to z tworzenia się na metalu stabilnej warstwy tlenku, która ma niską przyczepność do materiału lutowniczego. Metody lutowania aluminium w warunkach domowych sprowadzają się do zwalczania warstwy ochronnej.
W mineralogii tlenek glinu nazywany jest korundem. Składa się z przezroczystych kryształów, które są kamieniami szlachetnymi. Zabarwienie korundu zależy od zawartości zanieczyszczeń: chrom ma zabarwienie czerwonawe, a szafir - niebieskawe. Warstwa tlenku jest bardzo odporna i nie daje się lutować. Należy ją usunąć z powierzchni przed przystąpieniem do lutowania elementów.

Jak usunąć warstwę tlenku
Warstwę tlenku można usunąć kilkoma metodami, z których najskuteczniejsze to usuwanie chemiczne i mechaniczne. Obie metody wymagają do pracy środowiska pozbawionego powietrza i tlenu.
Metoda chemiczna polega na osadzaniu cynku lub miedzi na powierzchni przedmiotu obrabianego w procesie elektrolizy. Na obszar przygotowany do lutowania nakłada się siarczan miedzi w postaci stężonego roztworu. Zacisk minusowy baterii lub innego źródła zasilania jest przymocowany do czystej powierzchni metalu. Jeden koniec drutu miedzianego podłącza się do zacisku plusowego, a drugi zanurza się w roztworze na powierzchni aluminium. Elektroliza powoduje, że miedź lub cynk osadzają się cienką warstwą na aluminium i mocno do niego przylegają. Obecnie możliwe jest lutowanie aluminium cyną.
Do usuwania tlenków stosuje się warstwę oleju. Do tej metody lepiej jest stosować olej syntetyczny lub transformatorowy o niskiej zawartości wody. Inne rodzaje olejów należy przechowywać w temperaturze +150 ... +200°C, woda wyparuje. W wyższych temperaturach zawartość zacznie się rozpryskiwać. Odwodniony olej jest nanoszony na powierzchnię części aluminiowej. Użyj papieru ściernego do przetarcia aluminium pod nałożoną warstwą, aby usunąć tlenek.
Szmergiel można zastąpić skalpelem, ząbkowaną końcówką lutownicy lub wiórami żelaznymi uzyskanymi z paznokcia, który został oszlifowany pilnikiem. Wióry zalewa się olejem i pociera końcówką lutownicy, usuwając warstwę tlenku. Część masywna powinna być ogrzewana nadmuchem gorącego powietrza. Lut jest zanurzany w kropli oleju i pocierany lutownicą o punkt lutowniczy. W celu usprawnienia procesu lutowania dodaje się kalafonię lub inny topnik.
Do lutowania drutów aluminiowych stworzono topniki na bazie kwasu acetylosalicylowego lub ortofosforowego, soli borowych lub sodowych. Kalafonia jest rzadko stosowana, jest mało skuteczna w przypadku aluminium. Topniki są używane podczas lutowania przewodów, garnków i innych elementów.
Topniki do lutowania twardego aluminium
Topniki mają wysoką aktywność, dlatego po lutowaniu należy je zmyć roztworem wody z alkaliami. Soda oczyszczona działa bardzo dobrze jako środek żrący. Po zastosowaniu sody kaustycznej spoinę spłukuje się czystą wodą. Należy chronić drogi oddechowe przed połknięciem oparów topnika. Mogą one podrażniać błony śluzowe i przedostawać się do krwiobiegu. Najczęstsze z nich należy rozpatrywać indywidualnie.
kalafonia
Kalafonia jest najbardziej rozpowszechnionym z topników. Stosuje się ją do łączenia różnych metali. W przypadku aluminium działa on tylko wtedy, gdy nie ma powietrza, więc jest rzadko używany. Czas potrzebny do pracy z kalafonią jest dłuższy, a wydajność mniejsza. Topnik ten nie jest przeznaczony dla profesjonalistów, można nim lutować, ale jakość połączenia nie jest wysoka.
Topnik proszkowy
Aluminium jest lutowane za pomocą palnika gazowego z użyciem topnika proszkowego. Nie zaleca się dodawania tlenu do płomienia, ponieważ zmniejsza to skuteczność topnika. Najczęściej stosowanymi topnikami są:
- F-34A;
- boraks;
- kwas acetylosalicylowy;
- smar do lutowania.
F-34A to aktywny topnik zawierający 50% chlorku potasu, 32% chlorku litu, 10% fluorku sodu i 8% chlorku cynku. Topnik może być stosowany z lutami zawierającymi dodatki chemiczne. Jest higroskopijny i rozpuszczalny w wodzie.
Boraks to proszek, który topi się w temperaturze 700°C, rozpuszczalny w wodzie i wypłukiwany za pomocą wodnego kwasu cytrynowego. Jego koszt jest niski.
Kwas acetylosalicylowy występuje w postaci tabletek aspiryny. Po podgrzaniu za pomocą palnika dymu wydzielają się szkodliwe opary, które parzą nos, oczy i organy oddechowe.
Olej lutowniczy składa się z parafiny, chlorku amonu i cynku oraz dejonizowanej wody. Dobrze sprawdza się na elementach wstępnie rozgrzanych i ocynowanych. Po lutowaniu elementów aluminiowych zaleca się zmycie resztek topnika, w przeciwnym razie spowoduje on korozję metalu.
Strumień cieczy
Ciekły topnik jest nakładany cienką warstwą na punkt lutowniczy. Szybko odparowuje, wytwarzając płonące opary z lutownicy. Fluor F-64 zawiera fluorki, tetraetyloamon, inhibitory korozji i wodę dionizowaną. Dobrze przerywa warstwę tlenku i pomaga w lutowaniu dużych elementów aluminiowych. Stosuje się go podczas lutowania miedzi, aluminium, galwanizowanego żelaza i innych metali.
F-61 składa się z trietanoloaminy, fluoroboranu amonu i fluoroboranu cynku. Używane do cynowania i lutowania twardego stopów aluminium w temperaturach do 250°C. Castolin Alutin 51 L składa się z kadmu, ołowiu i 32% cyny. Najskuteczniej działa w temperaturze powyżej 160°C.
Każdy z wymienionych topników umożliwia lutowanie twarde garnków aluminiowych, kęsów aluminiowych o różnych rozmiarach, łączenie duraluminium, kęsów duraluminiowych (duralu) przez lutowanie.
Stop lutowniczy do aluminium
Stop lutowniczy do aluminium jest oparty na cynku lub aluminium. W celu uzyskania różnych właściwości, np. niższej temperatury topnienia lub większej wytrzymałości, dodaje się identyfikowalne dodatki. Są one produkowane w Ameryce, Niemczech, Francji i Rosji. Przyjrzyjmy się niektórym z nich.
Popularnym i szeroko reklamowanym stopem lutowniczym do aluminium jest HTS 2000. Jest on produkowany przez firmę w USA. Praktyka pokazała, że jest to rozwiązanie niestabilne: lutowane elementy przeciekają powietrzem i wilgocią. Nie można go używać bez topnika.
Castolin 192FBK jest produkowany we Francji na bazie cynku (97%) i aluminium (2%). Castolin produkuje lut 1827 i AluFlam-190 do lutowania miedzi i aluminium w temperaturze 280°C.

Castolin 192FBK jest lutem rurkowym z rdzeniem topnikowym. Produkuje się go w prętach, których 100 g kosztuje 100-150 rubli. Łatwe lutowanie małych otworów i pęknięć.
Chemet Aluminium 13 to materiał do lutowania twardego przeznaczony do spawania elementów w temperaturze 640°C i wyższej. Jego podstawą jest aluminium (87%) i krzem (13%). Jego temperatura topnienia wynosi około 600°C. Jest dostępny w postaci prętów, po 25 sztuk na 100 g. Cena 100 g lutu wynosi 500 rubli. Wariant o nazwie Chemet Aluminium 13-UF ma strukturę wydrążoną i zawiera topnik w rdzeniu. Cena za 12 prętów, które ważą 100 g, wynosi 700 rubli.
Lut aluminiowy jest również produkowany przez firmy krajowe. Gatunek 34A jest używany do lutowania przy użyciu palnika gazowego. Topi się w temperaturze 525°C i dobrze lutuje się ze stopami AMz, AM3M, AMg2. 100 g kosztuje 700 rubli.
Gatunek A składa się w 60% z cynku, 36% z cyny i 2% z miedzi. Topi się w temperaturze 425°C. Jest on produkowany w prętach o masie 145 g. Koszt jednego pręta wynosi 400 rbl.
SUPER A+ jest produkowany w Nowosybirsku i stanowi odpowiednik HTS-2000. Stosuje się go razem z topnikiem SUPER FA. Kosztuje 800 rubli za 100 g. Po stopieniu staje się lepka, a do jej spłaszczania należy używać stalowych narzędzi.
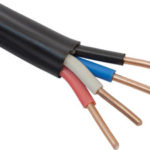
Drut rdzeniowy
Drut rdzeniowy jest odpowiedni do spawania aluminium, ale nie do lutowania twardego. Spawanie aluminium za pomocą palnika gazowego i drutu rdzeniowego nie jest możliwe. Lepiej jest spawać za pomocą spawarki elektrycznej.
Jaka lutownica jest odpowiednia?
Jaka lutownica i jakie narzędzia są potrzebne do lutowania - to wszystko zależy od obszaru lutowania. Aluminium i miedź dobrze przewodzą ciepło, dlatego potrzebna jest mocna lutownica. Do wykonania elementu o powierzchni 1000 cm² potrzebna jest moc lutownicy 50-60 W. Często lutowane są dwie lub więcej części, a wtedy moc wzrasta do 100 W. Do podgrzewania spoiny nadaje się mniejsza lutownica. Końcówka jest szeroka i ząbkowana, co umożliwia usuwanie warstwy tlenku glinu.
Zastanów się, jak lutować aluminium za pomocą lutownicy. Po usunięciu warstwy tlenku i pocynowaniu, dobrze rozgrzanym narzędziem. Pocynowany obszar nadaje się do lutowania, a do cynowania nadaje się każda lutownica (można to zrobić za pomocą specjalnych materiałów lutowniczych).
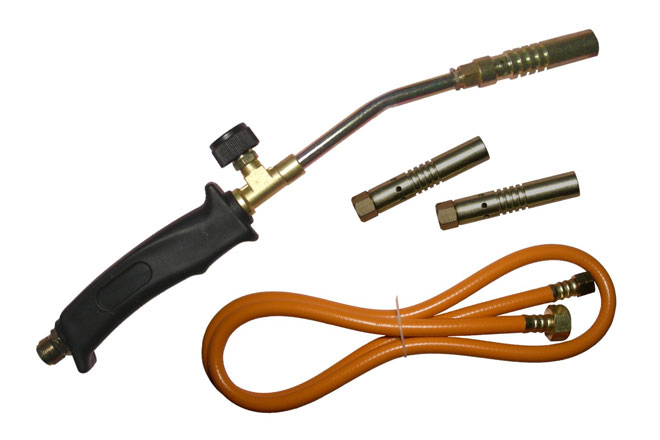
Palniki do lutowania aluminium
Ważne jest, aby wiedzieć, jak lutować za pomocą palnika gazowego. Jeśli obrabiane przedmioty są duże, a lutownica nie ma wystarczającej mocy, można użyć palnika nadmuchowego. Lepiej jest używać palnika gazowego, ponieważ Lutowanie aluminium za pomocą palnika gazowego ma ogromny potencjał. Opalarka szybko nagrzewa spoinę do temperatury topnienia aluminium. Topnik i lut są nakładane na połączenie, spłaszczane za pomocą końcówki lutownicy i utwardzane. Spoina musi być zawsze wypłukana z kwasu lutowniczego lub innych pozostałości topnika.
Podczas pracy z pochodniami należy przestrzegać przepisów przeciwpożarowych. W pobliżu nie mogą znajdować się żadne ciecze ani materiały łatwopalne.
Co jest lepsze - spawanie czy lutowanie twarde?
Na to pytanie można znaleźć różne odpowiedzi. Zastosowanie jednej lub drugiej metody zależy od sposobu wykorzystania części po ich połączeniu. Lepiej jest przylutować chłodnicę samochodową. Metoda ta jest tania i niezawodna. Kolby na mleko i inne pojemniki do przechowywania żywności są lepiej zgrzewane. Połączenie spawane jest bardziej trwałe, zwłaszcza w przypadku większych rozmiarów. Części wykonane ze stopów aluminium często muszą być spawane. Spawanie siluminu jest praktycznie jedynym sposobem łączenia, oprócz użycia kleju.
Na spawaniu i lutowaniu twardym można dobrze zarobić, jeśli się chce. Często pojawiają się pytania o to, jak lutować rurki aluminiowe w lodówce lub naprawić ramę roweru. Lutowanie w warsztacie kosztuje dużo pieniędzy: rurki lutownicze po 1000 RUB lub więcej. Jeśli lutujesz przewody, opłata wynosi 15 rubli za przewód. Naprawa ramy roweru wykonanej ze stopów aluminium za pomocą lutu kosztuje 500 rubli. Naprawa patelni będzie kosztować 100 rubli. Do tego dochodzą koszty wysyłki przedmiotów do i ze sklepu.
Aby zaoszczędzić te pieniądze, należy nauczyć się lutować samodzielnie. Aby to zrobić, musisz kupić palnik gazowy w postaci puszki za 700-1000 rubli i lutownicę. Możesz nauczyć się, jak obrabiać powierzchnie i spawać na starej chłodnicy samochodowej.
Powiązane artykuły: