Het solderen van aluminium is thuis een moeilijk proces. De moeilijkheid kan worden verklaard door de eigenschappen van het metaal, die het moeilijk maken afzonderlijke delen van aluminium met andere stoffen te verbinden. Aluminium moet worden samengevoegd volgens speciaal ontwikkelde technieken om de soldeerkwaliteit te waarborgen. De ervaring van de vakman die de aluminium onderdelen heeft gesoldeerd is belangrijk.
Inhoud
Waarom is het solderen van aluminium niet goed
Veel mensen hebben thuis geprobeerd aluminium te solderen en hebben gemerkt dat het soldeer niet aan het oppervlak van het werkstuk blijft kleven. Dit is te wijten aan de vorming van een stabiele oxidelaag op het metaal, die een geringe adhesie heeft met het soldeermateriaal. De methoden om thuis aluminium te solderen komen neer op het bestrijden van de beschermfolie.
In de mineralogie wordt aluminiumoxide korund genoemd. Hij bestaat uit transparante kristallen die edelstenen zijn. De kleur van korund varieert naar gelang van de onzuiverheden: chroom heeft een roodachtige kleur en saffier een blauwachtige kleur. De oxidelaag is zeer resistent en kan niet worden gesoldeerd. Het moet van het oppervlak worden verwijderd voordat de onderdelen kunnen worden gesoldeerd.

Hoe verwijder je de oxidelaag
De oxidelaag kan op verschillende manieren worden verwijderd, de meest doeltreffende zijn chemische en mechanische verwijdering. Beide methoden vereisen een luchtledige, zuurstofvrije omgeving om te werken.
De chemische methode is gebaseerd op afzetting van zink of koper op het oppervlak van het werkstuk door elektrolyse. Kopersulfaat in de vorm van een geconcentreerde oplossing wordt op de voor het solderen voorbereide plaats aangebracht. Een minpool van een batterij of een andere stroombron wordt bevestigd aan de schone zone van het metaal. Eén uiteinde van de koperdraad wordt verbonden met de pluspool en het andere uiteinde wordt in de oplossing op het aluminiumoppervlak gedompeld. Door elektrolyse zet koper of zink een dunne laag af op aluminium en hecht zich daar stevig aan. Het is nu mogelijk om aluminium met tin te solderen.
Een oliefilm wordt gebruikt om het oxyde te verwijderen. Voor deze methode is het beter synthetische of transformatorolie met een laag watergehalte te gebruiken. Andere oliesoorten moeten worden bewaard bij een temperatuur van +150 ... +200°C, het water zal verdampen. Bij hogere temperaturen zal de inhoud beginnen te sputteren. De ontwaterde olie wordt op het oppervlak van het aluminiumdeel aangebracht. Wrijf met een schuurlapje over het aluminium onder de aangebrachte laag om de oxide te verwijderen.
Het schuurlinnen kan worden vervangen door een scalpel, een gekartelde soldeerboutpunt of ijzersplinters afkomstig van een nagel die met een vijl is geslepen. De snippers worden over olie gegoten en met de punt van de soldeerbout gewreven, waardoor de oxidelaag wordt weggestreept. Het massieve gedeelte moet bij voorkeur worden verwarmd met een heteluchtstraal. Het soldeer wordt in de oliedruppel gedoopt en met de soldeerbout over de soldeerpunt gewreven. Hars of een ander vloeimiddel wordt toegevoegd om het soldeerproces te verbeteren.
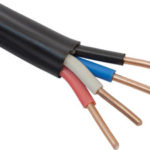
Voor het solderen van aluminiumdraden zijn vloeimiddelen op basis van acetylsalicylzuur of orthofosforzuur, zouten van boorzuur of natriumzuur ontwikkeld. Hars wordt zelden gebruikt, het is niet erg doeltreffend in het geval van aluminium. Vloeimiddelen worden gebruikt bij het solderen van draden, potten en andere dingen.
Vloeimiddelen voor aluminiumsoldeer
Fluxen hebben een hoge activiteit, dus na het solderen moeten ze worden afgewassen met een oplossing van water met alkali. Baking soda werkt heel goed als een bijtende stof. Na bijtende soda moet de verbinding met schoon water worden gespoeld. De ademhalingswegen moeten worden beschermd tegen het inslikken van fluxdampen. Ze kunnen de slijmvliezen irriteren en in de bloedbaan terechtkomen. De meest voorkomende moeten afzonderlijk worden bekeken.
hars
Hars is de meest voorkomende van alle vloeimiddelen. Het wordt gebruikt voor het verbinden van verschillende metalen. Op aluminium werkt het alleen als er geen lucht is, dus wordt het zelden gebruikt. De tijd die nodig is om met hars te werken is groter, de efficiëntie is minder. Dit vloeimiddel is niet voor professionals, het kan solderen, maar de kwaliteit van de verbinding is niet sterk.
Poederflux
Aluminium wordt gesoldeerd met een gasbrander met poederflux. Het toevoegen van zuurstof aan de vlam wordt afgeraden, omdat dit de effectiviteit van de flux vermindert. De meest voorkomende fluxen zijn:
- F-34A;
- borax;
- acetylsalicylzuur;
- soldeervet.
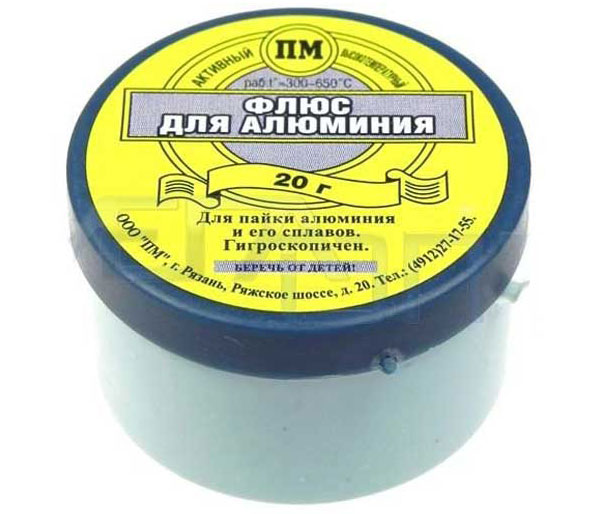
F-34A is een actieve flux die 50% kaliumchloride, 32% lithiumchloride, 10% natriumfluoride en 8% zinkchloride bevat. Het vloeimiddel kan worden gebruikt met soldeer dat chemische additieven bevat. Het is hygroscopisch en oplosbaar in water.
Borax is een poeder dat smelt bij 700°C, in water oplosbaar is en wordt afgespoeld met waterig citroenzuur. Het is goedkoop.
Acetylsalicylzuur komt voor in de vorm van aspirinetabletten. Bij verhitting met een soldeerbout komen schadelijke dampen vrij, die de neus, de ogen en de ademhalingsorganen verbranden.
Soldeerolie bestaat uit paraffine, ammonium- en zinkchloride en gedeïoniseerd water. Het werkt goed op voorverwarmde en vertinde onderdelen. Na het solderen van aluminium onderdelen is het raadzaam het achtergebleven vloeimiddel af te wassen, anders tast het het metaal aan.
Vloeibare flux
Vloeibare flux wordt in een dunne laag op de soldeerpunt aangebracht. Het verdampt snel en produceert brandende dampen met de soldeerbout. Fluor F-64 bevat fluoriden, tetraethylammonium, corrosieremmers en gedeïoniseerd water. Het breekt de oxidelaag goed en helpt bij het hardsolderen van aluminium werkstukken van grote afmetingen. Het wordt gebruikt bij het solderen van koper, aluminium, gegalvaniseerd ijzer en andere metalen.
F-61 bestaat uit triethanolamine, ammoniumfluoroboraat en zinkfluoroboraat. Gebruikt voor vertinnen en hardsolderen van aluminiumlegeringen bij temperaturen tot 250°C. Castolin Alutin 51 L bestaat uit cadmium, lood en 32% tin. Het werkt het doeltreffendst bij temperaturen boven 160°C.
Elk van de vermelde vloeimiddelen helpt bij het solderen van aluminium potten, aluminium knuppels van verschillende afmetingen, het verbinden van duraluminium, duraluminium (dural) knuppels door solderen.
Soldeersoldeer voor aluminium
De hardsoldeerlegering voor aluminium is gebaseerd op zink of aluminium. Traceerbare additieven worden toegevoegd om verschillende eigenschappen te verkrijgen, b.v. een lager smeltpunt of een hogere sterkte. Ze worden geproduceerd in Amerika, Duitsland, Frankrijk en Rusland. Laten we er een paar bekijken.
Een veelgebruikt en veel geadverteerd soldeer voor aluminium is HTS 2000. Het wordt geproduceerd door een bedrijf in de VS. De praktijk heeft uitgewezen dat het onstabiel is: de gesoldeerde onderdelen lekken lucht en vocht. Het kan niet worden gebruikt zonder flux.
Castolin 192FBK is gebaseerd op zink (97%) en aluminium (2%) en wordt in Frankrijk geproduceerd. Castolin produceert 1827 en AluFlam-190 soldeer voor het hardsolderen van koper en aluminium bij 280°C.

Castolin 192FBK is een buizensoldeer met een fluxkern. Het wordt geproduceerd in staafjes, waarvan 100 g 100-150 roebel kost. Gemakkelijk om kleine gaatjes en scheurtjes te solderen.
Chemet Aluminium 13 is een hardsoldeermateriaal voor het lassen van onderdelen bij 640°C en hoger. Het is gebaseerd op aluminium (87%) en silicium (13%). Het smeltpunt ligt rond 600°C. Het is verkrijgbaar in de vorm van staafjes, die 25 stuks per 100 g bevatten. Het kost 100 g soldeer tegen een prijs van 500 roebel. De variant met de naam Chemet Aluminium 13-UF heeft een holle structuur en bevat flux in de kern. De prijs voor 12 staafjes, die 100 g wegen, is 700 roebel.
Aluminiumsoldeer wordt ook door binnenlandse bedrijven geproduceerd. Grade 34A wordt gebruikt voor solderen met een gasbrander. Het smelt bij 525°C en soldeert goed de legeringen AMz, AM3M, AMg2. 100 gram kost 700 roebel.
Grade A bestaat uit 60% zink, 36% tin en 2% koper. Het smelt bij 425°С. Het wordt geproduceerd in staafjes van 145 g. De prijs van één staafje is 400 rbl.
SUPER A+ wordt geproduceerd in Novosibirsk. Het is een analoog van HTS-2000. Het wordt gebruikt samen met SUPER FA flux. Het kost 800 roebel per 100 gram. Het wordt stroperig wanneer het gesmolten wordt en voor het pletten moet stalen gereedschap worden gebruikt.
Flux gevulde draad
Vlechtdraad is geschikt voor het lassen van aluminium, maar niet voor hardsolderen. Het lassen van aluminium met een gastoorts en gevulde draad is niet mogelijk. Het is beter te lassen met een elektrisch lasapparaat.
Welke soldeerbout is geschikt?
Welke soldeerbout en welk gereedschap nodig zijn om te solderen - het hangt allemaal af van het soldeergebied. Aluminium en koper geleiden warmte goed, dus is een krachtige soldeerbout nodig. Voor een onderdeel van 1000 cm² heeft u 50-60 watt soldeerboutvermogen nodig. Vaak worden twee of meer onderdelen gesoldeerd, in welk geval het vermogen wordt verhoogd tot 100W. Een kleinere soldeerbout is geschikt voor het verwarmen van de verbinding. De punt is breed en gekarteld, zodat de aluminiumoxidefilm kan worden verwijderd.
Bedenk hoe je aluminium moet solderen met een soldeerbout. Dit gebeurt met een goed verwarmd gereedschap nadat de oxidelaag is verwijderd en vertind. Het vertinde gebied is goed te solderen en elke soldeerbout is geschikt voor vertinde gebieden (dit kan worden gedaan met speciale soldeermaterialen).
Branders voor aluminiumsolderen
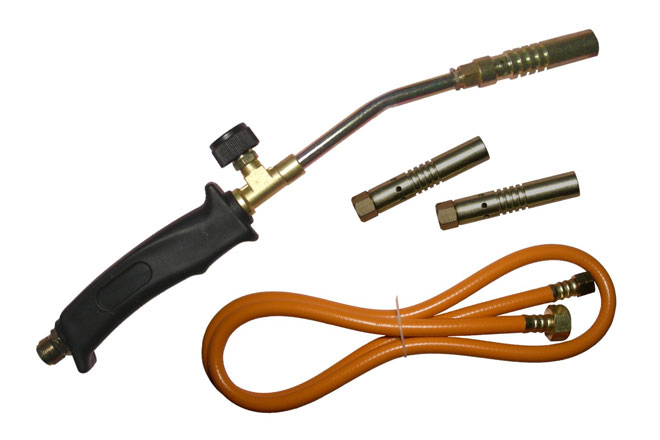
Het is belangrijk te weten hoe je moet solderen met een gasbrander. Als de werkstukken groot zijn en de soldeerbout niet krachtig genoeg, kan een blaaslamp worden gebruikt. Het is beter om een gasbrander te gebruiken omdat aluminium solderen met een gasbrander heeft grote mogelijkheden. De toorts verhit de verbinding snel tot bijna het smeltpunt van het aluminium. Het vloeimiddel en soldeer worden op de verbinding aangebracht, met de punt van de soldeerbout platgedrukt en uitgehard. De verbinding moet altijd worden gespoeld vrij van soldeerzuur of andere vloeimiddelresten.
Neem de brandveiligheidsvoorschriften in acht bij het werken met fakkels. In de nabijheid mogen geen ontvlambare vloeistoffen of materialen aanwezig zijn.
Wat is beter - lassen of solderen
Er zijn verschillende antwoorden op deze vraag. Het gebruik van de ene of de andere methode hangt af van het gebruik van de delen nadat zij zijn samengevoegd. Het is beter om de auto radiator te solderen. Deze methode is goedkoop en betrouwbaar. Melkflessen en andere voedselopslagcontainers zijn beter gelast. Een gelaste verbinding is duurzamer, vooral voor grotere maten. Onderdelen van aluminiumlegeringen moeten vaak worden gelast. Siluminelassen is praktisch de enige manier van verbinden, afgezien van het gebruik van lijm.
Met lassen en solderen kun je goed geld verdienen als je dat wilt. Er worden vaak vragen gesteld over hoe aluminium buizen in de koelkast moeten worden gesoldeerd of hoe het frame van een fiets moet worden gerepareerd. Solderen kost veel geld in de werkplaats: soldeerbuizen à 1000 roebel of meer. Als je de draden soldeert, is de prijs 15 roebel per draad. Reparatie van een fietsframe van aluminiumlegeringen met soldeer kost 500 roebel. Reparatie van een pan kost 100 roebel. Tel daarbij op de kosten van het vervoer van de artikelen van en naar de winkel.
Om dit geld te besparen, moet u leren zelf te solderen. Om dit te doen moet je een gasbrander kopen in de vorm van een blikje voor 700-1000 roebel en soldeer. U kunt leren hoe u de oppervlakken moet bewerken en lassen aan een oude autorenster.
Verwante artikelen: