Pin-tüüpi kõrv isoleeritud või NSHVI on valmistatud kesta kujul, mis on valmistatud elektrolüütiliste omadustega spetsiaalsest vasest ja plastrõngast. Neid kasutatakse tüüpiliste ühenduste loomiseks kaablite otstes. Sel viisil saadud klemmid garanteerivad kvaliteetse ja kauakestva kontakti, vältides kruvikinnituste kasutamisel deformeerumist ja juhtmete kahjustamist.

Neid kasutatakse kuni 35 mm² keerdunud vaskjuhtmete jaoks. Juhtivusindeksi parandamiseks galvaanilisel meetodil tinatatud varrukad. Selliste toodete kasutamine võimaldab säästa jõudu ja aega elektriühenduste loomisel ja teenindamisel.

Määramine
Hülsi kõrvad võimaldavad mitme juhtmega kontaktide ühendamist üheks tahkeks juhiks. Vastasel juhul ei saa suure hulga juhtmetega traati usaldusväärselt kinnitada. Traat purustatakse, katkeb, vähendades traadi nimiristlõiget ja halvendades juhtivust. Niipea, kui selline kimp on klemmi külge kinnitatud, lagunevad kiud kogu konnektori ulatuses, kaotades ühenduse ribalaiuse.
Enne NCWR-i tulekut saavutati see otste tinatamisega. See võimaldas ühendada kõik juhtmed ühte kindlasse kimpu. Kuid see meetod oli töö- ja aeganõudev.
Voolikuklambri kasutamine tagab traadi kokkupressimisel kvaliteetse ühenduse.Survekõrv jaotab koormuse ühtlaselt kogu juhi ulatuses. Seal on erineva läbimõõduga vasest varrukad, millel on vastavad värvimärgised. Spetsiaalse tööriistaga pole krimpsutamine keeruline.
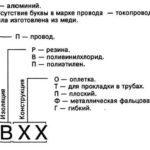
Märgistus
Saadaval on palju erinevaid NSHWI-sid, mis erinevad konstruktsiooni ja sulamite poolest. Optimaalse toote valimisel aitab kaasa märgistus.
Lühend NSHVI tähendab, et tegemist on isoleeritud tihvti kõrvaga. Kasutamise hõlbustamiseks on vaskhülsside plastikäärikud valmistatud erinevates värvides. Iga värv vastab erinevale puksi läbimõõdule.
Märgistusel olevad numbrid näitavad vajalikku läbiviigu ristlõiget ja pikkust. Kui on võimalik paigaldada kaks vaskjuhet, pannakse number (2).
Seega tähendab märgistus NSHVI (2) 1,5 x 8, et hülss on valmistatud tinatatud vasktorust kahe kaabli jaoks, mille ristlõige on 1,5 mm². Kontaktosa pikkus on 8 mm.
Kuidas valmistatakse SSHWI tihvti sõrmeots
Tihvt SSHVI on kokku pandud kahest elemendist:
- Tinatud elektrolüütilisest vasesulamist juhtiv toru.
- Isoleeriv polüamiidäärik.
Selliste toodete jaoks kasutatakse spetsiaalset vasesulamit. See välistab juhtme kahjustamise võimaluse kruvikinnitusega kinnituskohtades. NSHVI on valmistatud ristlõikega kuni 150 mm². Kasutatud materjal on läbinud galvaanilise tinatamise. Traadi hõlpsaks sisestamiseks on toru üks ots laienenud.
NCSWI valik toimub spetsiaalsete tabelite alusel. Need näitavad ka krae värvi ja pressimiseks vajalikku tööriista.
Ühe ja kahe kontakti vajutamiseks on saadaval varrukad. Kahekordse disainiga saab kokku suruda kaks keerutatud juhet kimpu. Neid kasutatakse siis, kui soovite, et ühes pistikupesas oleks kaks juhet.
Visuaalne erinevus seisneb selles, et plastikäärik on kahe juhtme jaoks laiem.
Kuidas vajutada NSHWI varrukakõrva
Surutud kõrv ei ole eemaldatav ühendus. Kui pressimine ebaõnnestub või kui on vaja kõrvaklappi vahetada, tuleb see ära lõigata. Hülsi kokkusurumiseks kasutatakse spetsiaalseid presslõugasid. Nendega on kaasas düüsid erinevate varrukate ristlõigete jaoks.
Varrukate otste kokkupressimiseks on olemas mitmesuguseid presslõugade versioone, mudelitega, mis suudavad täita üht või mitut funktsiooni. Need jagunevad ehitustüübi järgi järgmiselt:
- Universaalsed presslõuad – kõige levinumad ja mugavamad töötamiseks. Neid kasutatakse juhtmete eemaldamiseks ja varrukate kokkupressimiseks. Neid tange saab lisaks NSHVI pressimisele kasutada ka teist tüüpi kõrvidega töötamiseks.
- Survereguleerimisseadmega presslõuad. Nendel tangidel on spetsiaalne seade, mis reguleerib traadi kokkupressimise astet ja hoiab ära hülsi kahjustamise.
- Pöördmehhanismiga presslõuad. See konstruktsioon võimaldab suuremat survejõudu, et hõlbustada käsitsi pressimisprotsessi.
- Põrkmehhanismiga tangid. Selliste näpitsate konstruktiivne omadus on see, et tööriista tahtmatu lahtihaake ja hülsi kahjustamine on välistatud.
Enne vajutamist tuleb läbi viia mitmeid ettevalmistavaid meetmeid:
- Vajaliku toru pikkuse kindlaksmääramisel lõigatakse traadi pinnalt isolatsioon. Puhastatud kaabli pikkus peab ühtima läbiviigu pikkusega. Selleks kasutage universaalseid presslõugasid, teravat nuga või spetsiaalset seadet - eemaldajat.
- Varrukas on seest laienev. See muudab traadi sisestamise lihtsamaks. Kuid üksikute juhtmete paindumise vältimiseks on südamik veidi eelnevalt keeratud.
- Läbiviigu läbimõõt valitakse vastavalt kaabli ristlõikele. Keerd peaks vabalt sisenema, kuid see ei tohiks rippuda.
- Presslõugade ettevalmistamisel tasub pöörata tähelepanu stantside värvimärgistele. See vastab kõrvade värvidele.Tootjad püüavad paigaldusprotsessi hõlbustamiseks sobitada stantside ja hülside vaheliste läbimõõtude värvikoodi.
Kinnitusaasade pressimisel peaks kaabel olema väikese varuga. Kui pressimine mingil põhjusel ei toiminud, lõigatakse kõrv ära ja protseduuri korratakse.

Kvaliteetseks pressimiseks on tingimused:
- Traadi eemaldatud ots ei tohiks ümbrisest välja ulatuda üle hülsi kõrva plastikust isoleeriva krae. Ots peaks olema varruka servaga samal tasapinnal.
- Kui olete veendunud, et varruka ja matriitsi värvid ühtivad, pigistage tangide käepidemeid, kuni põrkmehhanism käivitub. See peaks tööriista lukustama, laskmata sellel laieneda. Pärast kontrollimist vabastatakse põrkmehhanism.
- Kui kasutate tange ilma põrkmehhanismita, juhitakse kokkusurumisastet juhtmete kerge liikumisega. Juhtmed peavad olema pingul ja ei tohiks liikuda.
- Kui olete lõpetanud, on kõige parem hoida traadist kinni ja tõmmata ümbrisest, et olla kindel, et see on kindlalt kontaktis.
Seal on kaheahelalise pressimisega seadmeid. Need erinevad selle poolest, et nad pigistavad mitte ainult vaskhülsi, vaid ka plastikust isolaatorit. Selliste tangide maatriks koosneb kahest erineva läbimõõduga pesast. Enne pressimist veenduge, et läbimõõdud ühtivad ning hülss ja äärik on paigas.

Kahekordse isolatsiooniga kõrva pressimisel on mõned erinevused. Seda kasutatakse juhul, kui ühte klemmisse tuleb suruda mitu juhti. Sel juhul tekitab üksikute kõrvade kasutamine ühendamisel raskusi. Seetõttu kasutatakse topeltkinnitusi.
Protsess seisneb mitme eelnevalt ettevalmistatud juhtme sisestamises laiasse äärikusse ja nende pressimises pressi abil. See seade sobib ka üksikute kõrvade kokkupressimiseks.
Kortsutaja on mõeldud hülsi kõrvade kokkupressimiseks ning seda on saadaval isereguleeruvate ja vahetatavate stantsimudelitega. Isereguleeruval seadmel on neli liikuvat nukki, mis suruvad hülsi kokku. See disain ei vaja vahetatavaid varrukaid.Sobivate varrukate läbimõõt on märgitud tööriistal endal.

Kui mitu juhet on vaja kokku pressida, aga topelthülss puudub, kasutatakse suurema ristlõikega kõrvasid, et kaks juhet sisse mahuks.
Hülsi kõrvade suuruse ja traadi ristlõike määrab tootja. Neid on vaja täpselt jälgida. See hoiab ära kaabli kahjustamise, kaob vajaduse uuesti vajutada ja tagab tõrgeteta töö kogu kasutusaja jooksul. Spetsiaalsed tööriistad tagavad tehtud töö usaldusväärsuse, hõlbustavad paigaldusprotsessi.
Seotud artiklid: