Pájení hliníku v domácích podmínkách je obtížný proces. Obtíže lze vysvětlit vlastnostmi kovu, které znesnadňují spojování jednotlivých částí hliníku s jinými látkami. Hliník musí být spojován podle speciálně vyvinutých technik, aby byla zajištěna kvalita pájení. Důležité jsou zkušenosti řemeslníka, který hliníkové díly pájel.
Obsah
Proč není pájení hliníku dobré
Mnoho lidí zkoušelo pájení hliníku doma a zjistilo, že pájka nepřiléhá k povrchu obrobku. To je způsobeno vytvořením stabilního oxidového filmu na kovu, který má nízkou přilnavost k pájecímu materiálu. Metody domácího pájení hliníku se omezují na boj s ochrannou fólií.
V mineralogii se oxid hlinitý nazývá korund. Skládá se z průhledných krystalů, které jsou drahokamy. Zbarvení korundu se liší v závislosti na příměsích: chrom má načervenalé zbarvení a safír namodralé. Oxidová vrstva je vysoce odolná a nelze ji pájet. Před pájením dílů je nutné ji z povrchu odstranit.

Jak odstranit oxidovou vrstvu
Oxidový film lze odstranit několika způsoby, z nichž nejúčinnější je chemické a mechanické odstranění. Obě metody vyžadují ke své činnosti prostředí bez přístupu vzduchu a kyslíku.
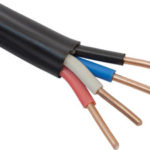
Chemická metoda je založena na nanášení zinku nebo mědi na povrch obrobku elektrolýzou. Na plochu připravenou k pájení se nanese síran měďnatý ve formě koncentrovaného roztoku. K čistému kusu kovu se připojí mínusový pól baterie nebo jiného zdroje energie. Jeden konec měděného drátu se připojí k plusové svorce a druhý konec se ponoří do roztoku na hliníkovém povrchu. Elektrolýza způsobí, že se měď nebo zinek nanesou na hliník v tenké vrstvě a pevně k němu přilnou. Nyní je možné pájit hliník cínem.
K odstranění oxidu se používá olejový film. Pro tuto metodu je lepší použít syntetický nebo transformátorový olej s nízkým obsahem vody. Ostatní typy olejů je třeba uchovávat při teplotě +150 ... +200 °C, voda se odpaří. Při vyšších teplotách se obsah začne rozprašovat. Odvodněný olej se nanáší na povrch hliníkového dílu. Pomocí smirkového plátna otřete hliník pod nanesenou vrstvou, abyste odstranili oxid.
Smirkové plátno lze nahradit skalpelem, vroubkovaným hrotem pájky nebo železnými hoblinami získanými z hřebíku obroušeného pilníkem. Střípky se zalijí olejem a potírají se hrotem páječky, čímž se odstraňuje vrstva oxidu. Masivní část by měla být nejlépe zahřátá horkým vzduchem. Pájka se namočí do kapky oleje a páječkou se rozetře po pájecím hrotu. Pro zlepšení pájecího procesu se přidává kalafuna nebo jiné tavidlo.
Pro pájení hliníkových drátů byla vytvořena tavidla na bázi kyseliny acetylsalicylové nebo ortofosforečné, borité nebo sodné soli. Kalafuna se používá zřídka, v případě hliníku není příliš účinná. Tavidla se používají při pájení drátů, hrnců a dalších věcí.
Tavidla pro pájení hliníku
Tavidla mají vysokou aktivitu, takže po pájení je třeba je smýt roztokem vody s alkálií. Jedlá soda funguje velmi dobře jako žíravina. Po použití žíravé sody je třeba spoj opláchnout čistou vodou. Dýchací cesty by měly být chráněny před požitím výparů fluxu. Mohou dráždit sliznice a pronikat do krevního oběhu. Ty nejběžnější je třeba posuzovat individuálně.
kalafuna
Kalafuna je nejběžnější ze všech tavidel. Používá se ke spojování různých kovů. U hliníku funguje pouze tehdy, když není vzduch, takže se používá jen zřídka. Čas potřebný k práci s kalafunou je delší, účinnost je nižší. Toto tavidlo není určeno pro profesionály, dokáže pájit, ale kvalita spoje není silná.
Práškové tavidlo
Hliník se pájí plynovým hořákem s použitím práškového tavidla. Přidávání kyslíku do plamene se nedoporučuje, protože snižuje účinnost tavidla. Nejběžnější toky jsou:
- F-34A;
- borax;
- kyselina acetylsalicylová;
- pájecí tuk.
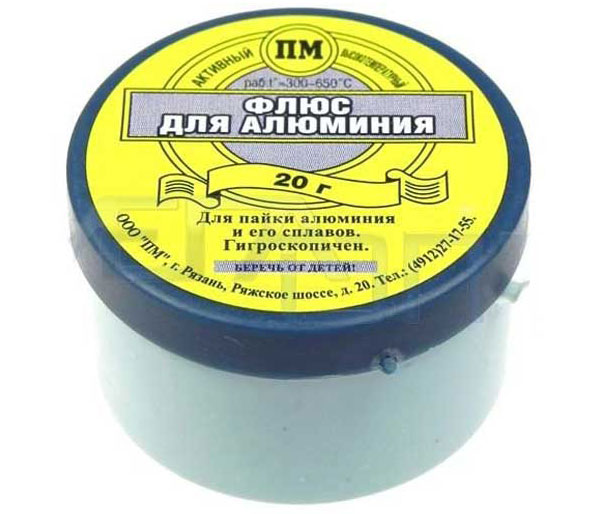
F-34A je aktivní tavidlo obsahující 50 % chloridu draselného, 32 % chloridu lithného, 10 % fluoridu sodného a 8 % chloridu zinečnatého. Lze jej použít s pájecími tavidly obsahujícími chemické přísady. Je hygroskopický a rozpustný ve vodě.
Borax je prášek, který se taví při 700 °C, je rozpustný ve vodě a oplachuje se vodnou kyselinou citronovou. Má nízké náklady.
Kyselina acetylsalicylová se vyskytuje ve formě tablet aspirinu. Při zahřívání pájkou se uvolňují škodlivé výpary, které pálí nos, oči a dýchací orgány.
Pájecí olej se skládá z parafínu, chloridu amonného a zinečnatého a deionizované vody. Dobře funguje na předehřátých a pocínovaných dílech. Po pájení hliníkových dílů je vhodné zbytky tavidla smýt, jinak dochází ke korozi kovu.
Tekuté tavidlo
Tekuté tavidlo se nanáší na pájecí bod v tenké vrstvě. Rychle se odpařuje a vytváří hořící páry s páječkou. Fluor F-64 obsahuje fluoridy, tetraethylamonium, inhibitory koroze a dionizovanou vodu. Dobře rozbíjí oxidový film a pomáhá při pájení hliníkových obrobků velkých rozměrů. Používá se při pájení mědi, hliníku, pozinkovaného železa a dalších kovů.
F-61 se skládá z trietanolaminu, fluoroboritanu amonného a fluoroboritanu zinečnatého. Používá se k cínování a pájení hliníkových slitin při teplotách do 250 °C. Castolin Alutin 51 L obsahuje kadmium, olovo a 32 % cínu. Nejúčinněji funguje při teplotách nad 160 °C.
Kterékoli z uvedených tavidel pomáhá pájet hliníkové hrnce, hliníkové polotovary různých velikostí, spojovat dural, duralové (duralové) polotovary pájením.
Pájka pro pájení hliníku
Základem slitiny pro pájení hliníku je zinek nebo hliník. Pro dosažení různých vlastností, např. nižšího bodu tání nebo vyšší pevnosti, se přidávají sledovatelné přísady. Vyrábějí se v Americe, Německu, Francii a Rusku. Podívejme se na některé z nich.
Běžnou a široce propagovanou pájkou pro hliník je HTS 2000. Vyrábí ji společnost v USA. Praxe ukázala, že je nestabilní: pájené díly propouštějí vzduch a vlhkost. Bez tavidla jej nelze použít.
Castolin 192FBK je založen na zinku (97 %) a hliníku (2 %) a vyrábí se ve Francii. Castolin vyrábí pájku 1827 a AluFlam-190 pro pájení mědi a hliníku při teplotě 280 °C.

Castolin 192FBK je trubičková pájka s tavidlovým jádrem. Vyrábí se v tyčinkách, jejichž 100 g stojí 100-150 rublů. Snadné pájení malých otvorů a prasklin.
Chemet Aluminium 13 je materiál pro pájení při svařování dílů při teplotě 640 °C a vyšší. Jeho základem je hliník (87 %) a křemík (13 %). Jeho teplota tání je přibližně 600 °C. Je k dispozici ve formě tyčinek, kterých je 25 kusů na 100 g. Stojí 100 g pájky v ceně 500 rublů. Varianta nazvaná Chemet Aluminium 13-UF má dutou strukturu a v jádře obsahuje tavidlo. Cena za 12 prutů o hmotnosti 100 g je 700 rublů.
Hliníkové pájky vyrábějí také tuzemské společnosti. Třída 34A se používá pro pájení plynovým hořákem. Taví se při 525 °C a dobře se pájí se slitinami jako АМц, АМ3М, АМg2. 100 g stojí 700 rublů.
Třída A obsahuje 60 % zinku, 36 % cínu a 2 % mědi. Taví se při 425 °C. Vyrábí se v tyčinkách po 145 g. Cena jedné tyčinky je 400 rbl.
SUPER A+ se vyrábí v Novosibirsku a je analogem HTS-2000. Používá se společně s tavidlem SUPER FA. Stojí 800ruble za 100g. Po roztavení se stává viskózním a k jeho zploštění je třeba použít ocelové nástroje.
Tavný drát
Tavný drát je vhodný pro svařování hliníku, ale ne pro pájení. Svařování hliníku plynovým hořákem a tavným drátem není možné. Lepší je svařovat díly elektrickou svářečkou.
Jaká páječka je vhodná?
Jaká páječka a jaký nástroj je k pájení potřeba - to vše závisí na oblasti pájení. Hliník a měď dobře vedou teplo, proto je zapotřebí výkonná páječka. Pro díl o ploše 1000 cm² potřebujete 50-60 W výkonu páječky. Často se pájí dvě nebo více součástek, v takovém případě se výkon zvýší na 100 W. Pro ohřev spoje je vhodná menší páječka. Hrot je široký a vroubkovaný, aby bylo možné odstranit vrstvu oxidu hlinitého.
Podívejte se, jak pájet hliník pájkou. To se provádí dobře zahřátým nástrojem po odstranění oxidové vrstvy a pocínování. Pocínovaná plocha je vhodná k pájení a na pocínování je vhodná jakákoli pájka (lze to provést speciálními pájecími materiály).
Hořáky pro pájení hliníku
Je důležité vědět, jak pájet plynovým hořákem. Pokud jsou obrobky velké a páječka není dostatečně výkonná, lze použít pájecí hořák. Je lepší používat plynový hořák, protože pájení hliníku plynovým hořákem má velký potenciál. Hořák rychle zahřeje spoj téměř na teplotu tání hliníku. Tavidlo a pájka se nanesou na spoj, srovnají se hrotem páječky a vytvrdí. Spoj musí být vždy opláchnut bez zbytků pájecí kyseliny nebo jiných tavidel.
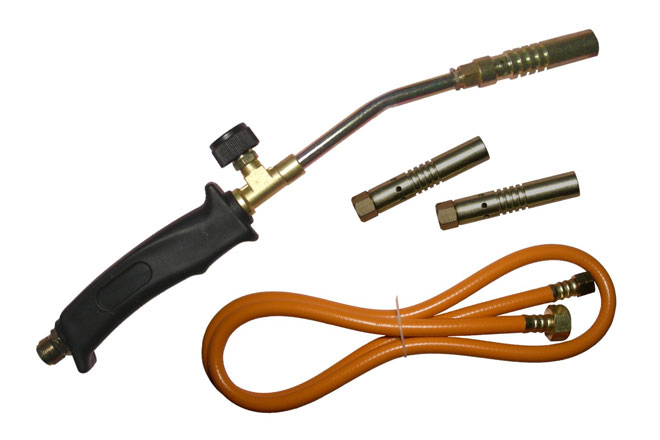
Při práci s hořáky dodržujte předpisy požární bezpečnosti. V blízkosti se nesmí nacházet žádné hořlavé kapaliny ani materiály.
Co je lepší - svařování nebo pájení
Na tuto otázku existují různé odpovědi. Použití jedné nebo druhé metody závisí na použití dílů po jejich spojení. Chladič automobilu je lepší připájet. Tato metoda je levná a spolehlivá. Baňky na mléko a další nádoby na uchovávání potravin se lépe svařují. Svařovaný spoj je odolnější, zejména u větších rozměrů. Díly vyrobené z hliníkových slitin je často nutné svařovat. Svařování siluminu je kromě použití lepidla prakticky jediným způsobem spojování.
Svařováním a pájením se dají vydělat slušné peníze, pokud chcete. Často se objevují dotazy, jak pájet hliníkové trubky v ledničce nebo jak opravit rám jízdního kola. Pájení stojí v dílně hodně peněz: Pájecí trubky za 1000 RUB a více. Při pájení drátů se platí 15 rublů za drát. Oprava rámu jízdního kola z hliníkových slitin pájením stojí 500 rublů. Oprava pánve bude stát 100 rublů. K tomu je třeba připočítat náklady na dopravu zboží do obchodu a zpět.
Chcete-li tyto peníze ušetřit, měli byste se naučit pájet sami. K tomu je třeba zakoupit plynový hořák ve formě plechovky za 700-1000 rublů a pájku. Můžete se naučit opracovávat povrchy a svařovat starý chladič automobilu.
Související články: