在家裡焊接鋁是一個困難的過程。困難在於金屬的特性,這使得鋁的各個部分難以與其他物質連接。焊鋁必須按照專門開發的技術進行,以確保焊接質量。焊接鋁部件的工匠的經驗很重要。
為什麼鋁不適合焊接
很多人在家裡嘗試過焊鋁,並很好地意識到:焊料不想粘附在零件表面。這是由於在金屬上形成了穩定的氧化膜,對焊料的附著力低。在家焊接鋁的方法歸結為與保護膜作鬥爭。
在礦物學中,氧化鋁被稱為剛玉。它由作為寶石的透明晶體組成。剛玉的顏色因雜質而異:鉻呈紅色,而藍寶石呈藍色。氧化膜非常耐用,不能焊接。它必須從表面去除,然後才能焊接零件。

如何去除氧化膜
薄膜可以通過多種方式從金屬表面去除,最有效的是化學方法和機械方法。這兩種方法都需要一個沒有氧氣的無空氣環境。
化學法是通過電解在工件表面沉積鋅或銅。將濃縮溶液形式的硫酸銅塗在準備焊接的區域。電池或其他電源的負極端子連接到金屬的清潔區域。銅線的一端連接正極端子,另一端浸入鋁表面的溶液中。電解使銅或鋅在鋁上沉積一層薄薄的層並牢固地粘在上面。現在鋁可以用錫焊接。
油膜用於去除氧化物。對於這種方法,最好使用含水量少的合成油或變壓器油。其他種類的油應保持在+150 ... +200°C,水分會蒸發。在更高的溫度下,內容物將開始飛濺。脫水油應塗在鋁件表面。使用砂紙摩擦塗層下方的鋁以去除氧化物。
金剛砂布可以用手術刀、鋸齒狀烙鐵頭或鐵屑代替,取自用銼刀磨過的釘子。將刨花倒在油上,用烙鐵頭在表面摩擦,剝去氧化層。最好用熱空氣噴射加熱大塊部分。用烙鐵將焊料浸入油滴中並在焊點上摩擦。為了更好的焊接工藝,添加松香或其他助焊劑。
用於焊接鋁線時,會產生基於乙酰水楊酸或正磷酸、硼酸鹽或鈉酸鹽的助焊劑。松香很少使用,在鋁的情況下是無效的。焊接電線、鍋和其他東西時使用助焊劑。
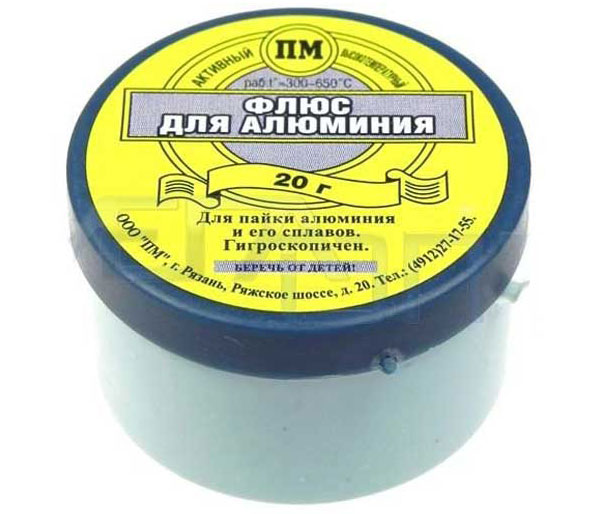
鋁焊接助焊劑
助焊劑具有高活性,因此在焊接後需要用鹼溶液將其洗掉。鹼的作用和小蘇打一樣好。燒鹼後,用清水沖洗接頭。應保護呼吸器官免受助焊劑蒸氣的攝入。它們會刺激粘膜並進入血液。最常見的需要單獨考慮。
松香
松香是所有助焊劑中最受歡迎的。它用於各種金屬的連接。在鋁上,它只能在沒有空氣的情況下工作,因此很少使用。使用松香需要更多時間,效率較低。這種助焊劑不適合專業人士,可以進行焊接,但連接質量不強。
粉末助焊劑
使用粉末焊劑使用氣炬焊接鋁。不建議向火焰中添加氧氣,它會降低助焊劑的有效性。最常見的助焊劑是:
- F-34A;
- 硼砂;
- 乙酰水楊酸;
- 焊膏。
F-34A 是一種活性助焊劑,含有 50% 氯化鉀、32% 氯化鋰、10% 氟化鈉和 8% 氯化鋅。該組合物與含有化學添加劑的焊料一起使用。它具有吸濕性並溶於水。
硼砂是一種在 700 °С 時熔化的粉末,溶於水,用檸檬酸水溶液沖洗。它的特點是成本低。
乙酰水楊酸以阿司匹林片劑的形式存在。用烙鐵加熱時,會釋放有害煙霧,灼傷鼻子、眼睛和呼吸器官。
焊油由石蠟、氯化銨和氯化鋅以及去離子水組成。它適用於焊接已鍍錫的預熱部件。焊接鋁部件後,建議洗掉助焊劑,否則會腐蝕金屬。
液體助焊劑
液態助焊劑以薄層的形式塗在焊點上。使用烙鐵工作時,它會迅速蒸發並釋放出燃燒的蒸汽。 Flux F-64 含有氟化物、四乙銨、緩蝕劑和去離子水。它很好地破壞了氧化膜,有助於釬焊大尺寸的鋁工件。焊接銅、鋁、鍍鋅鐵等金屬時使用。
F-61由三乙醇胺、氟硼酸銨和氟硼酸鋅組成。用於在高達 250°C 的溫度下對鋁合金進行鍍錫和釬焊。 Castolin Alutin 51 L 由鎘、鉛和 32% 的錫組成。在 160°C 以上的溫度下最有效。
上述任何一種助焊劑都有助於焊接不同尺寸的鋁鍋、鋁坯,通過焊接硬鋁、硬鋁(硬鋁)坯進行連接。
鋁焊接用焊錫
用於鋁的焊料是基於鋅或鋁的。添加可追溯添加劑以實現不同的特性:降低熔點,增加強度。它們在美國、德國、法國和俄羅斯生產。讓我們來看看其中的一些。
一種常見且廣為宣傳的鋁焊料是 HTS 2000。它由一家美國公司製造。實踐表明它的脆弱性:焊接部件會讓空氣和濕氣進入。沒有助焊劑就無法使用。
基於鋅 (97%) 和鋁 (2%) 的 Castolin 192FBK 在法國生產。 Castolin 生產 1827 和 AluFlam-190 焊料,用於在 280°C 下釬焊銅和鋁。

Castolin 192FBK 是一種管狀焊料,芯部帶有助焊劑。它以棒狀生產,100 克成本為 100-150 盧布。它適用於焊接小孔和裂縫。
Chemet Aluminum 13 - 用於在 640°C 及以上溫度下焊接零件的焊料。它基於鋁(87%)和矽(13%)。焊料的熔點約為600°C。它以棒的形式提供,每 100 克 25 件。 100 克的成本是 500 盧布。稱為 Chemet 鋁 13-UF 的品種具有中空結構,並在芯中包含助焊劑。它的 12 根重 100 克的棒的價格是 700 盧布。
國內企業也生產鋁焊料。 34A 級用於使用燃氣燃燒器進行焊接。它在 525°C 下熔化並很好地焊接合金 AMz、AM3M、AMg2。 100克要700盧布。
A 級由 60% 的鋅、36% 的錫和 2% 的銅組成。它在 425°C 時熔化。它以棒狀生產,重量為 145 克。一根桿的價格是 400 盧布。
SUPER A+ 在新西伯利亞生產。它是 HTS-2000 的類似物。配合SUPER FA助焊劑使用。每 100 克售價 800 盧布。它在熔融狀態下變得粘稠,必須使用鋼工具將其壓平。
藥芯焊絲
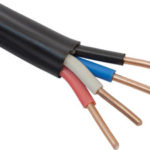
藥芯焊絲用於鋁件的焊接,不適合錫焊。不使用帶有藥芯焊絲的氣炬焊接鋁。最好用電器焊接零件。
什麼烙鐵適合
焊接什麼,需要什麼工具 - 這一切都取決於焊接區域。鋁和銅的導熱性很好,所以你需要一個強大的烙鐵。對於 1000 平方厘米的零件,您需要 50-60 瓦的烙鐵功率。通常焊接兩個或多個部件,在這種情況下功率增加到 100W。加熱接頭時,適合使用較小的烙鐵。尖端選擇寬,您可以在其上製作鋸齒以去除氧化鋁膜。
需要考慮如何用烙鐵焊接鋁。這是在去除氧化膜和鍍錫後進行良好加熱的工具,到鍍錫(鍍錫可以用特殊焊料)區域很好地附著在焊料上,任何烙鐵都很好
用於焊接鋁的燃燒器
您需要知道如何使用氣焊槍進行焊接。如果零件面積大,烙鐵功率不夠,可以使用焊槍。最好使用氣炬,因為。用氣炬焊接鋁具有強大的功能。火炬迅速將接頭加熱到幾乎鋁的熔點。將助焊劑和焊料塗在接頭上,用烙鐵頭壓平,然後硬化。務必沖洗接頭上的任何焊錫酸或其他助焊劑殘留物。
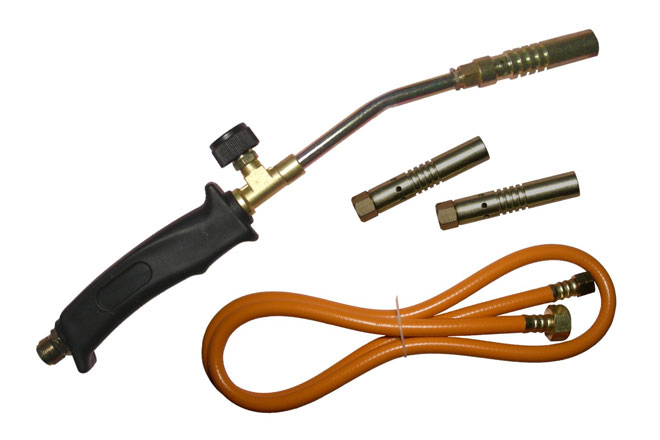
使用手電筒時必須遵守消防安全規則。附近不應有任何易燃液體和材料。
什麼更好 - 焊接或錫焊
這個問題的答案可能不同。使用一種或另一種方法取決於部件連接後的使用情況。汽車散熱器最好焊接。這種方法既便宜又可靠。牛奶瓶和其他食品儲存容器更好地焊接。焊接接頭更耐用,特別是對於較大的尺寸。通常需要焊接由鋁合金製成的零件。焊接 silumin 實際上是唯一的連接方式,不包括膠水的使用。
如果你願意,你可以在焊接和焊接上賺很多錢。關於如何在冰箱中焊接鋁管或修理自行車車架的問題經常出現。在車間工作很昂貴:焊管 - 1000 盧布或更多。連接電線時,焊接方法每條收費 15 盧布。使用焊料修復鋁合金自行車車架的費用為 500 盧布。修理一個鍋將花費 100 盧布。再加上將物品運送到車間和返回的時間和金錢成本。
為了節省這筆錢,您需要學習如何自己焊接。為此,您需要以 700-1000 盧布和焊料的價格購買罐頭形式的燃氣燃燒器。您可以學習如何處理舊汽車散熱器的表面和縫合。
相關文章: